纺织学报 ›› 2019, Vol. 40 ›› Issue (03): 39-43.doi: 10.13475/j.fzxb.20180303406
赵洋洋1, 薛元1( ), 刘曰兴2, 张国清2
), 刘曰兴2, 张国清2
ZHAO Yangyang1, XUE Yuan1(), LIU Yuexing2, ZHANG Guoqing2
摘要:
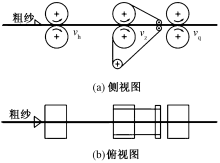
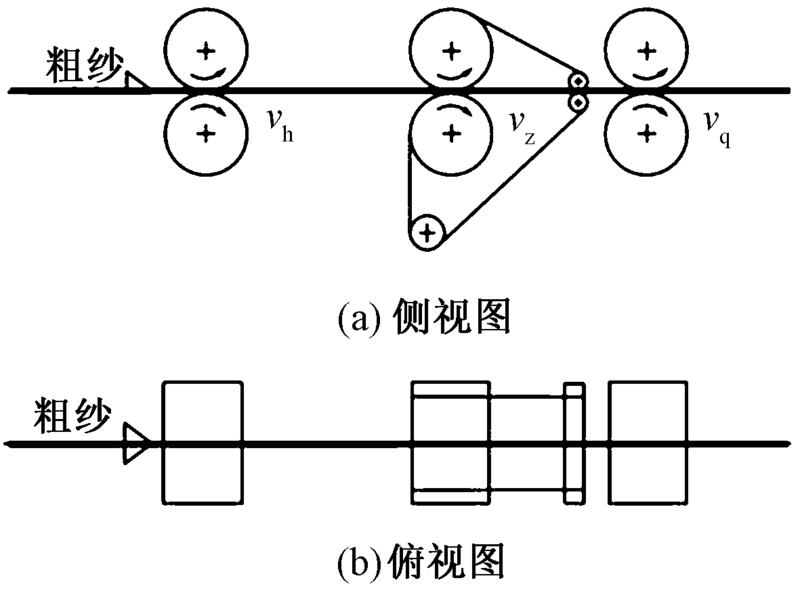
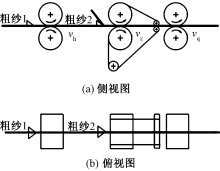
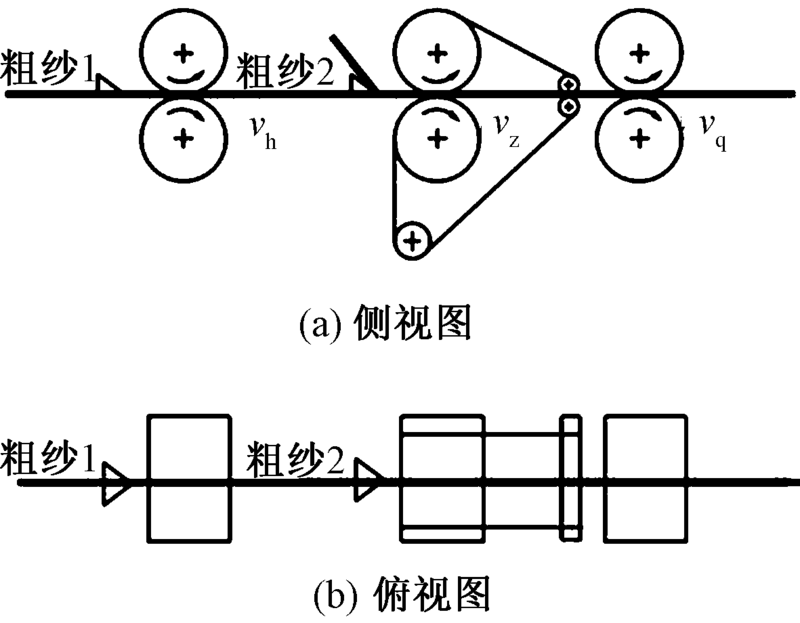
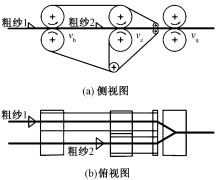
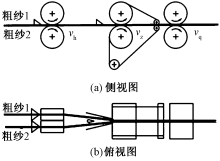
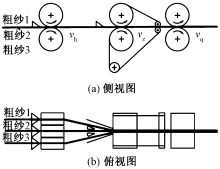
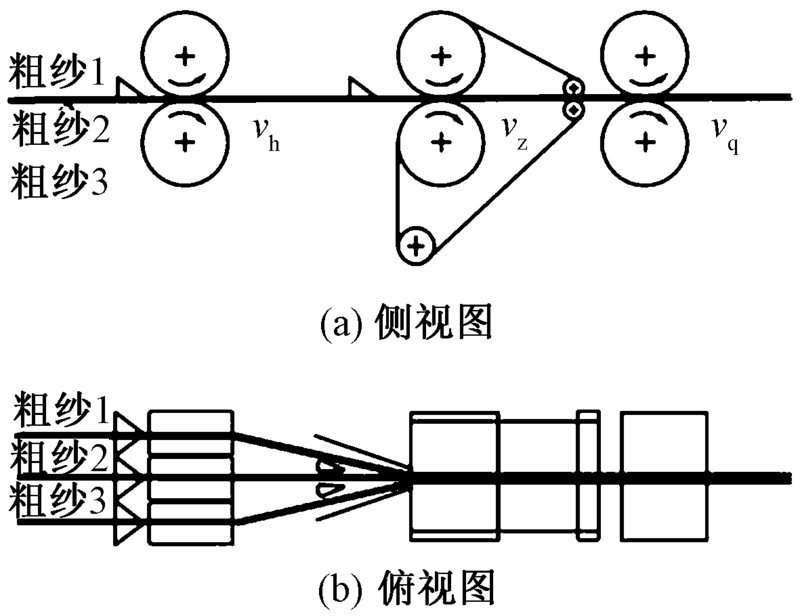
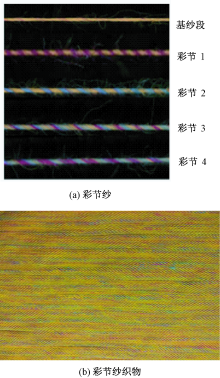
为探究不同竹节纱生产装置的品种适应性,开发竹节纱新品种,根据纺制竹节纱时喂入粗纱根数、牵伸机构组成、罗拉变速方式、牵伸比调控方式的不同,将现有竹节纱生产装置分为单通道后罗拉喂入竹节纱装置、单通道中后罗拉喂入竹节纱装置、双通道中后罗拉喂入竹节纱装置、双通道后罗拉喂入竹节纱装置、三通道后罗拉喂入竹节纱装置共5种装置,系统分析了不同竹节纱生产装置形成粗细节的机制,构建了竹节纱可变线密度的计算公式。以调控线密度和混纺比变化为目标对5种装置纺制竹节纱的工艺特点进行了分析比较。利用三通道后罗拉喂入竹节纱装置纺制了粗细和混纺比均变化的彩色竹节纱。
中图分类号:
| [1] |
RAY N C, MUKHOPADHYAY A, MIDHA V K. Response of slub characteristics on tensile properties of injected slub yarn[J]. Journal of The Institution of Engineers (India): Series E, 2016,97(1):47-53.
doi: 10.1007/s40034-015-0065-1 |
| [2] | 张梅. 微机控制环锭纺竹节纱生产的优化设计与产品性能分析[D]. 天津: 天津工业大学, 2002: 1-2. |
| ZHANG Mei. Optimization design and product performance analysis of ring spinning slub yarn controled by computer[D]. Tianjin: Tianjin Polytechnic University, 2002: 1-2. | |
| [3] | 薛元, 高卫东, 杨瑞华. 三通道数码纺纱:纱线的柔性数字化加工技术[J]. 纺织导报, 2017(8):46-50. |
| XUE Yuan, GAO Weidong, YANG Ruihua. Three-channel digitalized spinning: a flexible digital technology for yarn production[J]. China Textile Leader, 2017(8):46-50. | |
| [4] | 张宏, 谢春萍, 张君昀, 等. 段彩竹节纱纺制工艺探讨[J]. 棉纺织技术, 2012(3):15-18. |
| ZHANG Hong, XIE Chunping, ZHANG Junyun, et al. Discussion of spinning section-color slub yarn[J]. Cotton Textile Technology, 2012(3):15-18. | |
| [5] | 唐昕. 当前国内花式纱线的发展态势及特点[J]. 纺织服装周刊, 2008(4):35. |
| TANG Xin. Current situation and characteristics of fancy yarn in China[J]. Textile Apparel Weekly, 2008(4):35. | |
| [6] | 马建辉, 孟进, 俞勤节, 等. 纺纱机的喂入及牵伸机构: 01126398.9[P]. 2001-08-03. |
| MA Jianhui, MENG Jin, YU Qinjie, et al. drafting device of spinning machine: 01126398.9[P]. 2001-08-03. | |
| [7] | 槌田大辅. 纺纱机的牵伸装置: 201480019063.X[P]. 2014-08-25. |
| DAISY Daisaku. Drafting device of spinning machine: 201480019063.X[P]. 2014-08-25. | |
| [8] | 高卫东, 郭明瑞, 薛元, 等. 基于环锭纺的数码纺纱方法[J]. 纺织学报, 2016,37(7):44-48. |
| GAO Weidong, GUO Mingrui, XUE Yuan, et al. Digital spinning method developed from ring spinning[J]. Journal of Textile Research, 2016,37(7):44-48. | |
| [9] | 薛元, 高卫东, 杨瑞华, 等. 三组份异同步二级牵伸纺制多彩竹节纱的方法及装置: 201510140910.4[p]. 2015-06-17. |
| XUE Yuan, GAO Weidong, YANG Ruihua, et al. The method and device of three different secondary draft to spinning colorful slub yarn: 201510140910.4[P]. 2015-06-17. | |
| [10] | 薛元, 高卫东, 杨瑞华, 等 双组份异同步二级牵伸纺制多彩竹节纱的方法及装置: 201510140954.7[p]. 2015-03-27. |
| XUE Yuan, GAO Weidong, YANG Ruihua, et al. The method and device of dual components different synchronization secondary draft to spinning colorful slub yarn: 201510140954.7[P]. 2015-03-27. | |
| [11] | 魏晓婷, 薛元, 郭明瑞, 等. 三通道数码细纱机纺制竹节纱的原理及其性能[J]. 纺织学报, 2017,38(7):39-43. |
| WEI Xiaoting, XUE Yuan, GUO Mingrui, et al. Principle and properties of slub yarns spun by three-channel digital ring spinning[J]. Journal of Textile Research, 2017,38(7):39-43. |
| [1] | 顾燕, 薛元, 杨瑞华, 高卫东, 刘曰兴, 张国清. 三通道数码纺段彩纱的纺纱原理及其性能[J]. 纺织学报, 2019, 40(01): 46-51. |
| [2] | 魏晓婷 薛元 郭明瑞 张继东 高卫东. 三通道数码细纱机纺制竹节纱的原理及其性能[J]. 纺织学报, 2017, 38(07): 39-43. |
| [3] | 程岚 薛雯 张同华. 不锈钢纤维/棉复合纱的开发及其性能[J]. 纺织学报, 2014, 35(7): 36-0. |
| [4] | 刘月刚 马崇启 吕汉明 刘晓华 谢松才 亓焕军. 竹节纱工艺管理信息系统的开发与应用[J]. 纺织学报, 2013, 34(10): 141-0. |
| [5] | 武银飞;谢春萍;高卫东. 竹节纱外观参数的图像分析方法[J]. 纺织学报, 2010, 31(1): 36-39. |
| [6] | 薛元;李翔;汤成坦. 四组分长丝/短纤包芯复合纱的成纱工艺、结构及其性能[J]. 纺织学报, 2009, 30(12): 22-25. |
| [7] | 刘碁宏;潘如如;卢雨正;王鸿博;高卫东. 环锭竹节纱参数可视化的理论和实践[J]. 纺织学报, 2009, 30(08): 25-29. |
| [8] | 徐伯俊;赵珍玉. 一种竹节纱生产的网络监控系统[J]. 纺织学报, 2008, 29(6): 121-124. |
| [9] | 卢雨正;高卫东;谢春萍. 环锭纺竹节纱捻度分布及其对强力的影响[J]. 纺织学报, 2006, 27(7): 16-18. |
| [10] | 高山;郭洪为;陈国华. 基于棉纺设备的不锈钢短纤维/棉混纺纱工艺[J]. 纺织学报, 2006, 27(5): 87-89. |
| [11] | 诸葛振荣;吴佳. 基于泊松方程的花式纱线边缘提取算法[J]. 纺织学报, 2006, 27(11): 10-13. |
| [12] | 薛元;易洪雷;陈伟雄;曹艳. 短纤/长丝芯鞘型复合纱成纱机制与工艺[J]. 纺织学报, 2006, 27(10): 92-95. |
| [13] | 张国辉. 用普通织机开发花式纱罗产品[J]. 纺织学报, 2005, 26(6): 96-98. |
| [14] | 赵博;. 复合纱产品开发与工艺研究[J]. 纺织学报, 2005, 26(4): 102-104. |
| [15] | 丁志荣;钮红辛. 纺纱工艺的自动设计系统[J]. 纺织学报, 2002, 23(04): 42-43. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号