纺织学报 ›› 2024, Vol. 45 ›› Issue (11): 73-79.doi: 10.13475/j.fzxb.20230903201
缪璐璐1,2, 孟小奕2, 董正梅2,3, 彭倩2, 何林伟3,4, 邹专勇1,2( )
)
MIAO Lulu1,2, MENG Xiaoyi2, DONG Zhengmei2,3, PENG Qian2, HE Linwei3,4, ZOU Zhuanyong1,2()
摘要:
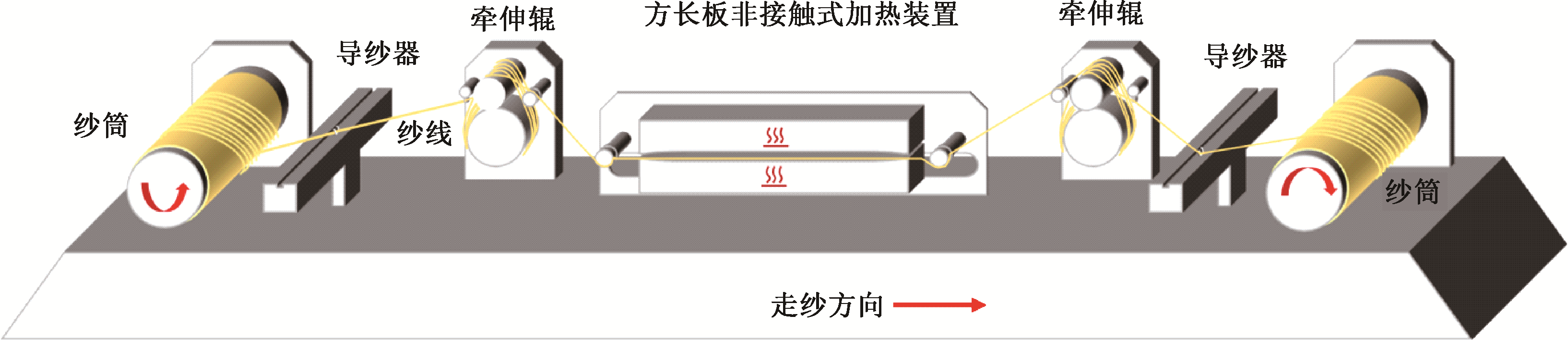
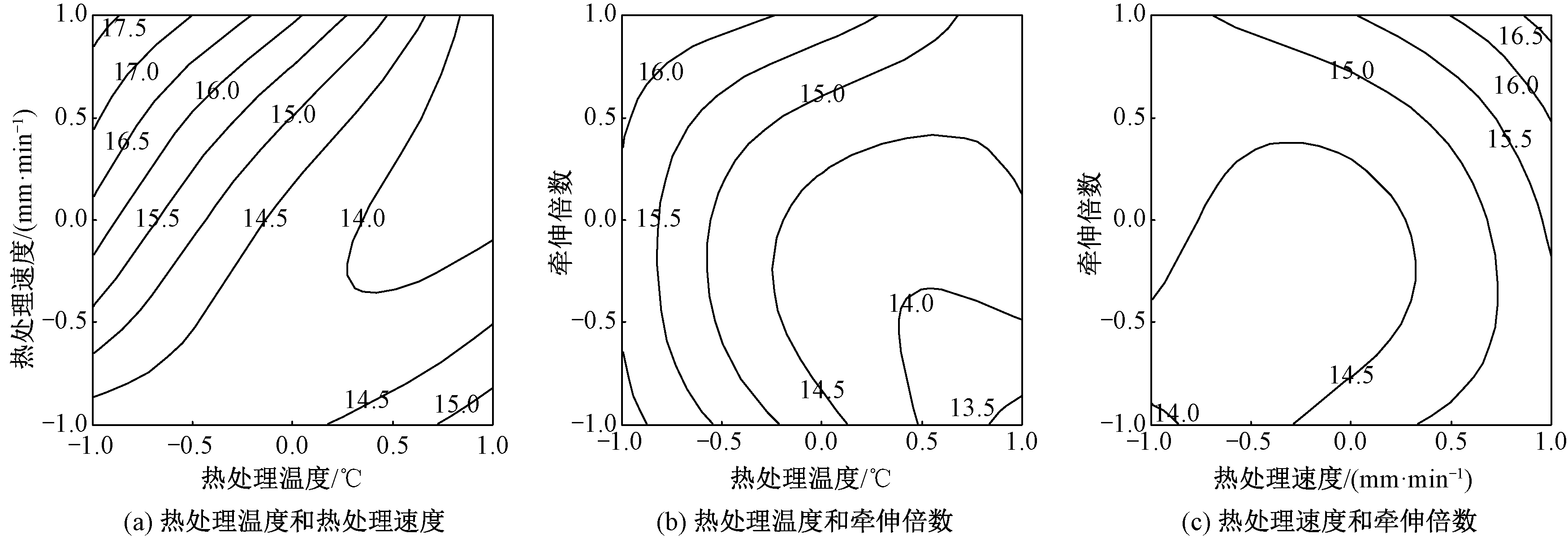
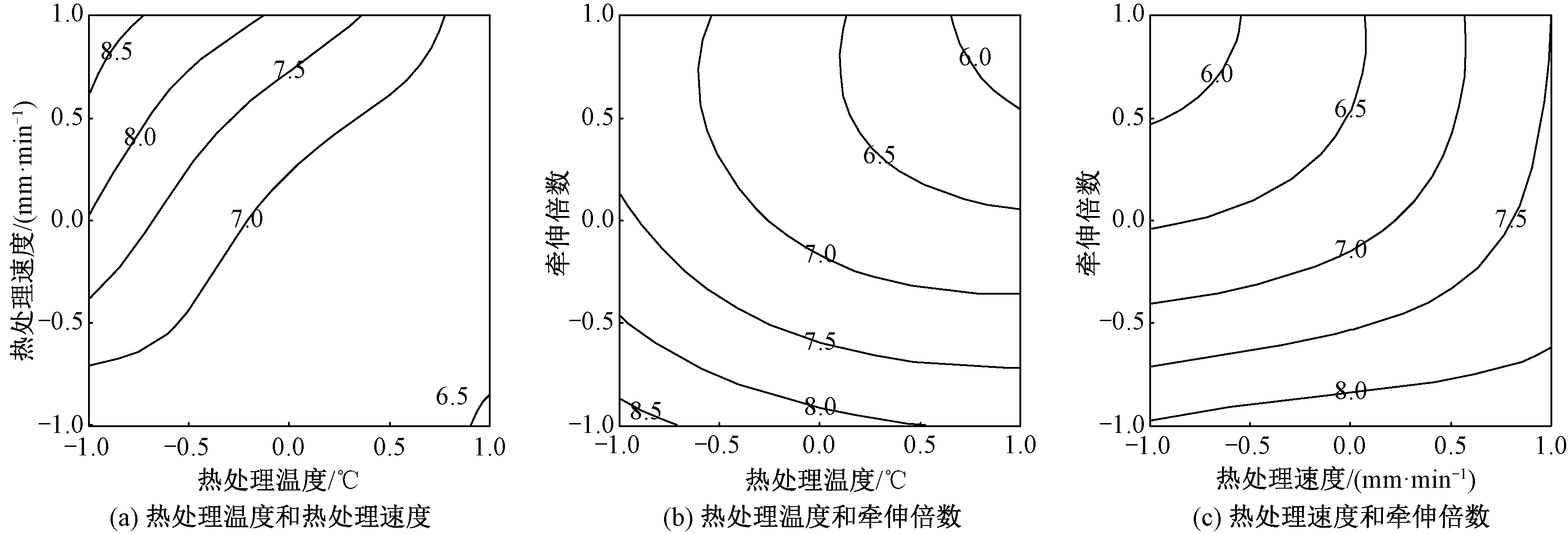
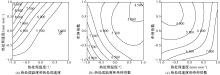
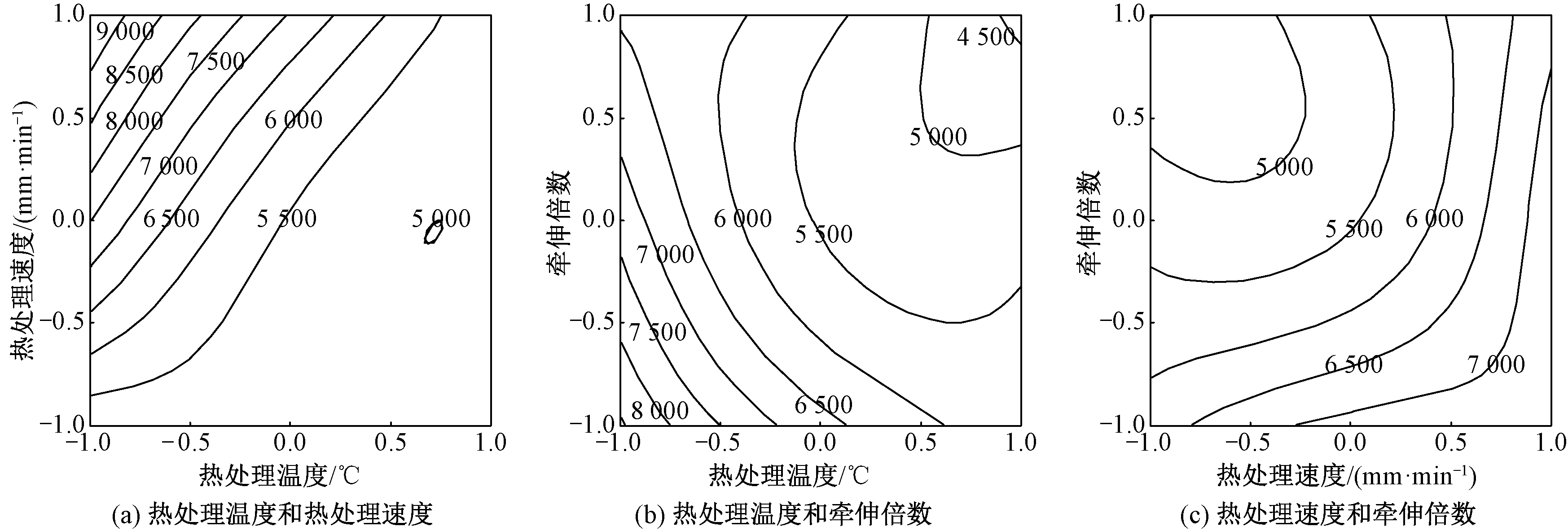
为进一步提升喷气涡流纺包芯纱的力学性能,发挥低熔点长丝的热熔型黏合特性,制备低熔点涤纶长丝喷气涡流纺包芯纱,基于Box-Behnken Design响应面法,探究非接触式热处理过程中牵伸倍数、热处理速度和热处理温度3个因素对包芯纱断裂强度、断裂伸长率和断裂功的影响规律,并进行热处理工艺优化。研究结果表明:热处理温度和牵伸倍数减小、热处理速度增大,有利于包芯纱的断裂强度、断裂伸长率、断裂功的增大。通过响应优化,得到低熔点涤纶长丝喷气涡流纺包芯纱的最佳热处理工艺:热处理温度为130 ℃;速度为9 000 mm/min;牵伸倍数为1.00。经过最优热处理工艺加工后包芯纱断裂强力提高7.64%,断裂伸长率提高9.34%,断裂功提高13.78%。
中图分类号:
| [1] | UYANIK S, BAYKAL P D. Effects of fiber types and blend ratios on Murata vortex yarn properties[J]. The Journal of the Textile Institute, 2017, 109(8):1099-1109. |
| [2] | 刘俊芳, 彭珺, 赵东焕, 等. 中空涤纶莫代尔亚麻混纺喷气涡流纱的纺制[J]. 棉纺织技术, 2016, 44(9): 67-70. |
| LIU Junfang, PENG Jun, ZHAO Donghuan, et al. Spinning of hollow polyester modal flax blended air-jet vortex yarn[J]. Cotton Textile Technology, 2016, 44(9): 67-70. | |
| [3] | 戴俊, 高卫东, 傅佳佳, 等. 喷气涡流纺纺制纯棉细号纱的实践[J]. 棉纺织技术, 2019, 47(7): 61-64. |
| DAI Jun, GAO Weidong, FU Jiajia, et al. Spinning pure cotton air-jet vortex fine yarn[J]. Cotton Textile Technology, 2019, 47(7): 61-64. | |
| [4] | HAN C, CHENG L, GAO W, et al. Numerical simulation of the fiber trajectories in vortex spinning under different process parameters based on the finite element model[J]. Textile Research Journal, 2018, 89(13): 2626-2636. |
| [5] | BHATTI M R A, TAUSIF M, MIR M A, et al. Effect of key process variables on mechanical properties of blended vortex spun yarns[J]. The Journal of the Textile Institute, 2018, 110(6): 932-940. |
| [6] | 陈彩红, 陈洪立. 喷气涡流纺喷孔数量对喷嘴内气流场的影响[J]. 轻工机械, 2017, 35(1): 64-66. |
| CHEN Caihong, CEHN Hongli. Influences of orifice number of air jet vortex spinning[J]. Light Industry Machinery, 2017, 35(1): 64-66. | |
| [7] | SHANG S, SUN N, YU C, et al. Optimization of nozzle structure parameters of vortex spinning[J]. Textile Research Journal, 2014, 85(9): 998-1006. |
| [8] | 邹专勇, 俞建勇, 薛文良, 等. 喷气涡流纺喷嘴内部三维流场的数值研究[J]. 纺织学报, 2008, 9(2):86-90. |
| ZOU Zhuanyong, YU Jianyong, XUE Wenliang, et al. Numerical study of three-dimensional flow field inside the nozzle of air jet vortex spinning[J]. Journal of Textile Research, 2008, 9(2): 86-90. | |
| [9] | HAN C, CHENG L, GAO W, et al. Analysis of the influence of the guided needle structure on the vortex spinning process and yarn properties[J]. Textile Research Journal, 2019, 89(7): 1246-1267. |
| [10] | 闫琳琳, 邹专勇, 卫国, 等. 基于螺旋导引槽空心锭子的喷气涡流纺加捻腔流场模拟[J]. 纺织学报, 2018, 39(9):139-145. |
| YAN Linlin, ZOU Zhuanyong, WEI Guo, et al. Numerical simulation for twisting chamber of air jet vortex spinning based on hollow spindle with spiral guiding grooves[J]. Journal of Textile Research, 2018, 39(9): 139-145. | |
| [11] | YAN L, ZOU Z, CHENG L, et al. Numerical simulation of flow field in the twisting chamber of Murata vortex spinning based on the hollow spindle with different structures[J]. Textile Research Journal, 2019, 89(4): 645-656. |
| [12] | 邹专勇, 缪璐璐, 董正梅, 等. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(8): 27-33. |
| ZOU Zhuanyong, MIAO Lulu, DONG Zhengmei, et al. Effect of air-jet vortex spinning process on properties of viscose/polyester core-spun yarns[J]. Journal of Textile Research, 2022, 43(8): 27-33. | |
| [13] | 韦炜, 汤清伦, 姚远, 等. 基于低熔点涤纶长丝的棉涤氨包芯纱开发[J]. 针织工业, 2019(11): 6-9. |
| WEI Wei, TANG Qinglun, YAO Yuan, et al. Development of core spun yarn using cotton,spandex and low-melting temperature polyester filament[J]. Knitting Industries, 2019(11): 6-19. | |
| [14] | 汤清伦, 韦炜, 姚远. 热处理对含低熔点涤纶长丝针织物性能的影响[J]. 针织工业, 2020(10): 20-24. |
| TANG Qinglun, WEI Wei, YAO Yuan. Influence of heat treatment on properties of knitted fabrics with low melting point polyester filament[J]. Knitting Industries, 2020(10): 20-24. | |
| [15] | 林燕燕, 邹专勇, 陈玉香, 等. 喷气涡流纺纱线热黏合增强工艺[J]. 纺织学报, 2019, 40(2): 58-62. |
| LIN Yanyan, ZOU Zhuanyong, CHEN Yuxiang, et al. Hot adhesion reinforcement technology of jet vortex spinning yarn[J]. Journal of Textile Research, 2019, 40(2): 58-62. | |
| [16] |
陈玉香, 虞美雅, 董正梅, 等. 喷气涡流纺纱线热粘合增强工艺优化与机制[J]. 纺织学报, 2020, 41(11): 48-52.
doi: 10.13475/j.fzxb.20200400805 |
|
CHEN Yuxiang, YU Meiya, DONG Zhengmei, et al. Analyzes on the mechanism and optimization of the enhanced process based on thermal adhesion for air jet vortex spun yarn[J]. Journal of Textile Research, 2020, 41(11): 48-52.
doi: 10.13475/j.fzxb.20200400805 |
| [1] | 李文雅, 周剑, 廖昙倩, 董真真. 薄鞘高包覆涤纶/棉包芯纱的结构控制及其工艺[J]. 纺织学报, 2024, 45(06): 46-52. |
| [2] | 邹专勇, 缪璐璐, 董正梅, 郑国全, 付娜. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(08): 27-33. |
| [3] | 赵洋洋, 薛元, 刘曰兴, 张国清. 竹节纱粗细节形成机制及其纺纱工艺比较[J]. 纺织学报, 2019, 40(03): 39-43. |
| [4] | 顾燕, 薛元, 杨瑞华, 高卫东, 刘曰兴, 张国清. 三通道数码纺段彩纱的纺纱原理及其性能[J]. 纺织学报, 2019, 40(01): 46-51. |
| [5] | 程岚 薛雯 张同华. 不锈钢纤维/棉复合纱的开发及其性能[J]. 纺织学报, 2014, 35(7): 36-0. |
| [6] | 薛元;李翔;汤成坦. 四组分长丝/短纤包芯复合纱的成纱工艺、结构及其性能[J]. 纺织学报, 2009, 30(12): 22-25. |
| [7] | 高山;郭洪为;陈国华. 基于棉纺设备的不锈钢短纤维/棉混纺纱工艺[J]. 纺织学报, 2006, 27(5): 87-89. |
| [8] | 薛元;易洪雷;陈伟雄;曹艳. 短纤/长丝芯鞘型复合纱成纱机制与工艺[J]. 纺织学报, 2006, 27(10): 92-95. |
| [9] | 赵博;. 复合纱产品开发与工艺研究[J]. 纺织学报, 2005, 26(4): 102-104. |
| [10] | 丁志荣;钮红辛. 纺纱工艺的自动设计系统[J]. 纺织学报, 2002, 23(04): 42-43. |
| [11] | 张玉清. Tencel纤维针织纱纺制工艺探讨[J]. 纺织学报, 2001, 22(03): 22-23. |
| [12] | 郁崇文;张元明;姜繁昌;毕志明;王启祥. 菠萝纤维的纺纱工艺研究[J]. 纺织学报, 2000, 21(06): 24-26. |
| [13] | 魏保平;李昌;戚鹏. 变异─长度曲线在优化纺纱工艺提高产品质量中的应用[J]. 纺织学报, 1999, 20(04): 18-20. |
| [14] | 陈鸿坤;刘启智;吴巧蓉;赵玉林;熊武. 用新疆细羊毛纺制高支纱的工艺研究[J]. 纺织学报, 1999, 20(01): 24-26. |
| [15] | 唐淑娟;冷纯廷;程宏;李旭阳. 喷气纺纱工艺技术探讨[J]. 纺织学报, 1999, 20(01): 22-23. |
| Viewed | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Full text 11
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Abstract 54
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
Cited |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
| Shared | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Discussed | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
||
 京公网安备11010502044800号
京公网安备11010502044800号