纺织学报 ›› 2024, Vol. 45 ›› Issue (12): 67-73.doi: 10.13475/j.fzxb.20231102301
史晶晶, 杨恩龙( )
)
SHI Jingjing, YANG Enlong()
摘要:
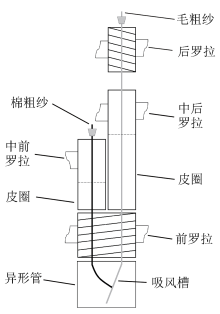
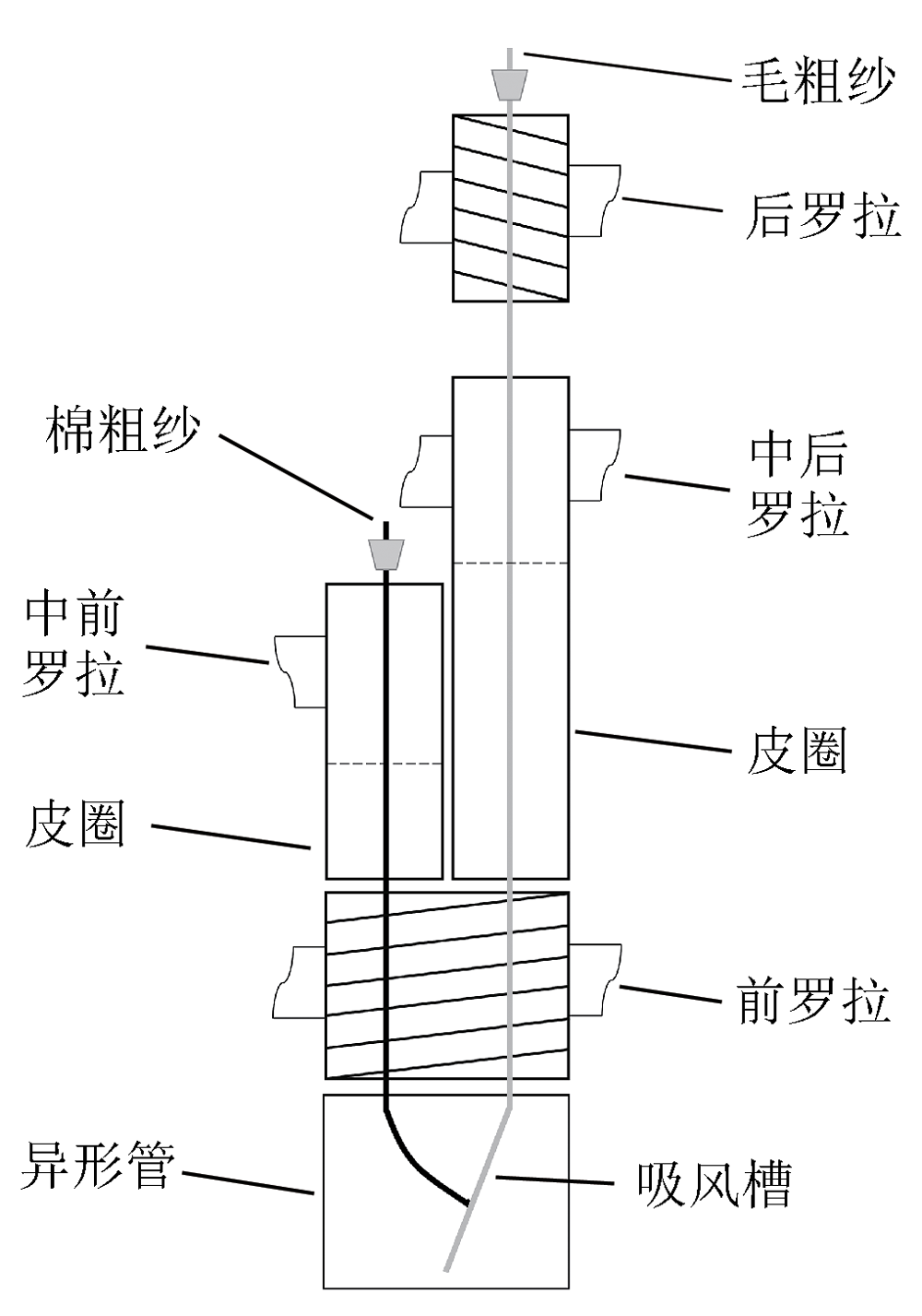
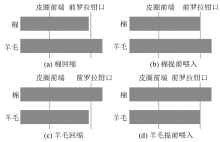
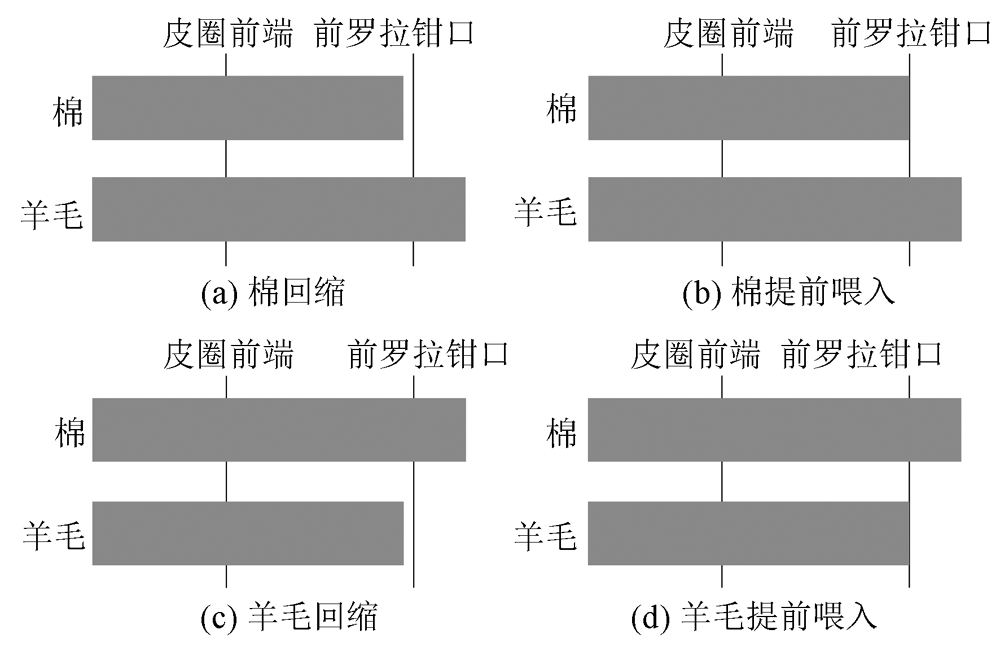
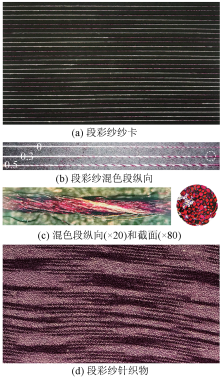
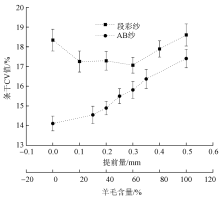
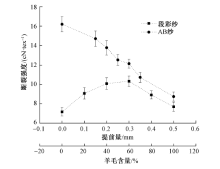
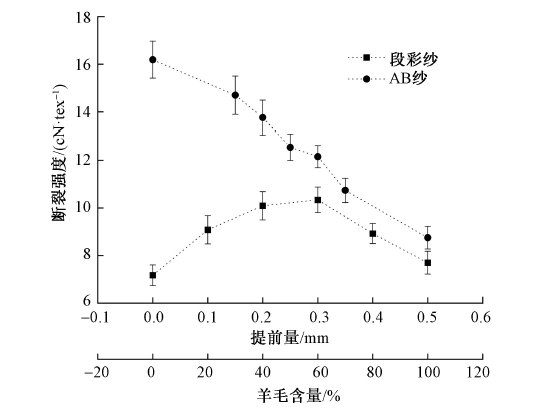
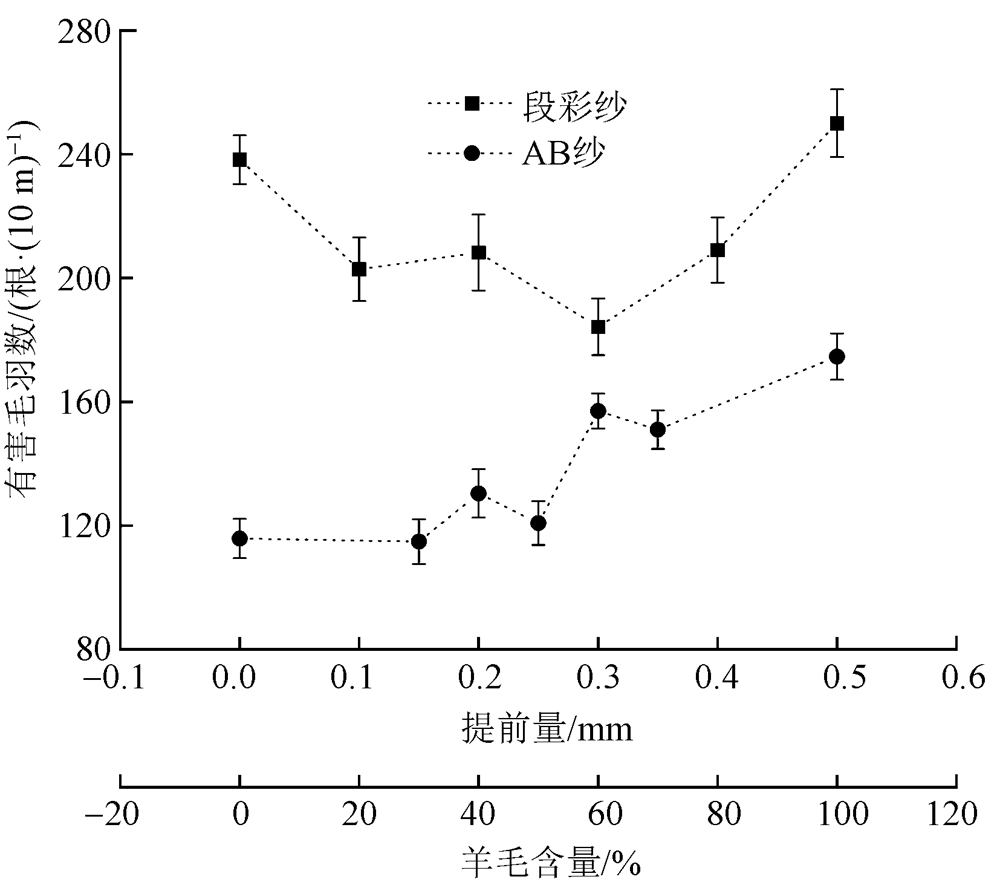
针对前罗拉钳口处须条断开后回缩产生的不匀,提出段彩纱纺制时2组须条交替提前喂入原理。采用棉/羊毛双皮圈2组须条间断或连续喂入的方法制得棉/羊毛段彩纱及AB纱,并对成纱结构及性能进行分析。结果表明:棉/羊毛段彩纱有棉和羊毛的纯色纱段,也有棉和羊毛混色纱段;喂入提前量增加了混色段长度,但制得段彩纱的混色段长度仍在同轴后罗拉段彩纱的17%以内;随着喂入提前量的增加,棉/羊毛段彩纱条干均匀度、断裂强度和有害毛羽先改善后恶化;喂入提前量为0.3 mm时,棉/羊毛段彩纱的断裂强度是未提前喂入的1.38倍,达到棉/羊毛(30/70)AB纱断裂强度的96%;合适的喂入提前量可制得混色段短且强度高的棉/羊毛段彩纱,在花式纱线领域具有潜在的应用价值。
中图分类号:
| [1] | 楼焕, 刘茜. 段彩纱的生产技术及其应用[J]. 现代纺织技术, 2023, 31(1): 163-175. |
| LOU Huan, LIU Qian. Production techniques and applications of segment color yarns[J]. Advanced Textile Technology, 2023, 31(1): 163-175. | |
| [2] | 桂亚夫. 并条段彩技术探讨[J]. 棉纺织技术, 2017, 45(3): 27-31. |
| GUI Yafu. Discussion of drawing segment colored technology[J]. Cotton Textile Technology, 2017, 45(3): 27-31. | |
| [3] | 周惠煜, 罗万象, 付文娟. 多功能三罗拉牵伸装置[C]// 第十五届全国花式纱线及其织物技术进步研讨会论文集. 北京: 中国纺织工程学会, 2009: 5-6, 21. |
| ZHOU Huiyu, LUO Wanxiang, FU Wenjuan. Multi-fuction three roller system[C]// The 15th National Symposium on the Technological Advancement of Fancy Yarn & Its Fabric. Beijing: China Textile Engineering Society, 2009: 5-6,21. | |
| [4] | 夏龙全. 新型四罗拉段彩纱产品的开发[C]// 2006中国纱线质量暨新产品开发技术论坛. 青岛: 全国棉纺织科技信息中心, 2006: 304-305. |
| XIA Longquan. New four roller segment color yarn development[C]// 2006 Yarn Quality and Product Development Forum. Qingdao: China Cotton Textile Science and Technology Information Center, 2006: 304-305. | |
| [5] | 史晶晶, 陈伟雄, 薛元, 等. 后区牵伸对等线密度棉段彩纱性能的影响[J]. 纺织学报, 2013, 34(6): 30-33. |
| SHI Jingjing, CHEN Weixiong, XUE Yuan, et al. Effect of back zone draft on physical properties of segment colored cotton yarn with constant linear den-sity[J]. Journal of Textile Research, 2013, 34(6): 30-33. | |
| [6] | 郭明瑞, 李沛赢, 孙丰鑫, 等. 双色变换段彩纱成纱原理及其共混段长度与强度的影响因素[J]. 纺织学报, 2019, 40(5): 30-35. |
| GUO Mingrui, LI Peiying, SUN Fengxin, et al. Spinning mechanism of two-color transformation segment color yarns and influencing factors on length and breaking tenacity of blend fragment[J]. Journal of Textile Research, 2019, 40(5): 30-35. | |
| [7] | 顾燕, 薛元, 杨瑞华, 等. 三通道数码纺段彩纱的纺纱原理及其性能[J]. 纺织学报, 2019, 40(1): 46-51. |
| GU Yan, XUE Yuan, YANG Ruihua, et al. Principle and properties of segment colored yarn spun by three-channel digital ring spinning[J]. Journal of Textile Research, 2019, 40(1): 46-51. | |
| [8] | YANG Ruihua, HAN Ruiye, LU Yuzheng, et al. Color matching of fiber blends: stearns-noechel model of digital rotor spun yarn[J]. Color Research and Application, 2018, 43(3): 415-422. |
| [9] | YANG RUIHUA, PAN B, ZHANG Kanglei, et al. Stearns-Noechel color matching model of digital rotor spinning viscose melange yarn[J]. Cellulose, 2021, 28(15): 10039-10053. |
| [10] | 胡佳超, 史晶晶, 卢宏明, 等. 等线密度精确段彩纺成纱性能分析[J]. 现代纺织技术, 2014, 22(2): 1-4. |
| HU Jiachao, SHI Jingjing, LU Hongming, et al. Analysis of accurate spinning performance of segment color yarn with equal fineness[J]. Advanced Textile Technology, 2014, 22(2): 1-4. | |
| [11] | 郭明瑞, 高卫东. 两通道环锭纺单区牵伸纺制段彩竹节纱的方法及其特点[J]. 纺织学报, 2022, 43(8): 21-26, 33. |
| GUO Mingrui, GAO Weidong. Method and characteristics of section colored slub yarns spun by two-channel ring spinning based on single-zone drafting[J]. Journal of Textile Research, 2022, 43(8): 21-26, 33. | |
| [12] | 史晶晶, 陈伟雄, 杨恩龙, 等. 长度差异化赛络纺设备的研制与应用[J]. 实验科学与技术, 2021, 19(1): 136-139. |
| SHI Jingjing, CHEN Weixiong, YANG Enlong, et al. Development and application of length-differentiated sirospun equipment[J]. Experiment Science and Technology, 2021, 19(1): 136-139. | |
| [13] | 史晶晶, 杨恩龙. 赛络纺棉/毛段彩纱结构及其性能[J]. 纺织学报, 2023, 44(3): 55-59. |
| SHI Jingjing, YANG Enlong. Analysis of structure and properties of cotton/wool siro segment colored yarns[J]. Journal of Textile Research, 2023, 44(3): 55-59. | |
| [14] | 史晶晶, 陈伟雄, 易洪雷, 等. 双色段彩纱针织物图案的形成机制[J]. 纺织学报, 2015, 36(9): 34-37. |
| SHI Jingjing, CHEN Weixiong, YI Honglei, et al. Pattern mechanism of double color segment-color yarn knitting fabric[J]. Journal of Textile Research, 2015, 36(9): 34-37. | |
| [15] | 郭明瑞, 高卫东. 环锭数码纺纱线特征参数及其对织物外观影响[J]. 纺织学报, 2022, 43(11): 41-45. |
| GUO Mingrui, GAO Weidong. Influence of digital yarn characteristic parameters on fabric appearance[J]. Journal of Textile Research, 2022, 43(11): 41-45. |
| [1] | 郭晨宇, 蒋云, 杨瑞华. 基于环锭纺的三组分负泊松比纱制备及其性能[J]. 纺织学报, 2024, 45(10): 55-63. |
| [2] | 李文雅, 周剑, 廖昙倩, 董真真. 薄鞘高包覆涤纶/棉包芯纱的结构控制及其工艺[J]. 纺织学报, 2024, 45(06): 46-52. |
| [3] | 贾冰凡, 敖利民, 唐雯, 郑元生, 尚珊珊. 毛纱/锦纶长丝包覆纱的纺制及其性能与应用[J]. 纺织学报, 2023, 44(12): 58-66. |
| [4] | 缪璐璐, 董正梅, 朱繁强, 荣慧, 何林伟, 郑国全, 邹专勇. 芯丝种类与纺纱速度对喷气涡流纺包芯纱性能的影响[J]. 纺织学报, 2023, 44(12): 50-57. |
| [5] | 左祺, 吴华伟, 王春红, 杜娟娟. 纱线结构对苎麻短纤纱复合材料拉伸性能的影响[J]. 纺织学报, 2023, 44(10): 81-89. |
| [6] | 刘帅, 郭晨宇, 陈鹤文, 杨瑞华. 赛络菲尔包缠纱结构建模分析与性能优化[J]. 纺织学报, 2023, 44(04): 63-69. |
| [7] | 史晶晶, 杨恩龙. 赛络纺棉/毛段彩纱结构及其性能[J]. 纺织学报, 2023, 44(03): 55-59. |
| [8] | 缪莹, 熊诗嫚, 郑敏博, 唐建东, 张慧霞, 丁彩玲, 夏治刚. 高光洁处理对聚酰亚胺短纤纱及其织物性能的影响[J]. 纺织学报, 2023, 44(02): 118-127. |
| [9] | 邹专勇, 缪璐璐, 董正梅, 郑国全, 付娜. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(08): 27-33. |
| [10] | 汪军, 史倩倩, 李玲, 张玉泽. 双喂给双分梳转杯纺技术研究进展[J]. 纺织学报, 2022, 43(08): 12-20. |
| [11] | 阮丽, 孙荣基, 刘基宏, 李永贵. 特殊外观结构赛络花式纱的后区牵伸及成纱结构分析[J]. 纺织学报, 2021, 42(03): 77-81. |
| [12] | 李浩, 邢明杰, 孙志豪, 吴瑶. 基于图像的喷气涡流纺纱线捻度测试方法探讨[J]. 纺织学报, 2021, 42(02): 60-64. |
| [13] | 许多, 卫江, 梅剑香, 张心伶, 张又青, 徐卫林, 刘可帅. 柔洁纺粘胶强捻纱及其织物性能[J]. 纺织学报, 2019, 40(10): 48-55. |
| [14] | 张婷婷, 薛元, 徐志武, 于健, 陈连光. 三通道数码纺混色纱色谱体系构建及其彩色纱性能分析[J]. 纺织学报, 2019, 40(09): 48-55. |
| [15] | 郭明瑞, 李沛赢, 孙丰鑫, 高卫东. 双色变换段彩纱成纱原理及其共混段长度与强度的影响因素[J]. 纺织学报, 2019, 40(05): 30-35. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号