纺织学报 ›› 2022, Vol. 43 ›› Issue (08): 27-33.doi: 10.13475/j.fzxb.20220402507
邹专勇1( ), 缪璐璐1, 董正梅1,2, 郑国全1, 付娜1
), 缪璐璐1, 董正梅1,2, 郑国全1, 付娜1
ZOU Zhuanyong1(), MIAO Lulu1, DONG Zhengmei1,2, ZHENG Guoquan1, FU Na1
摘要:
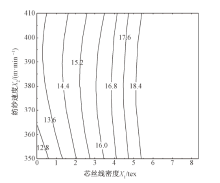
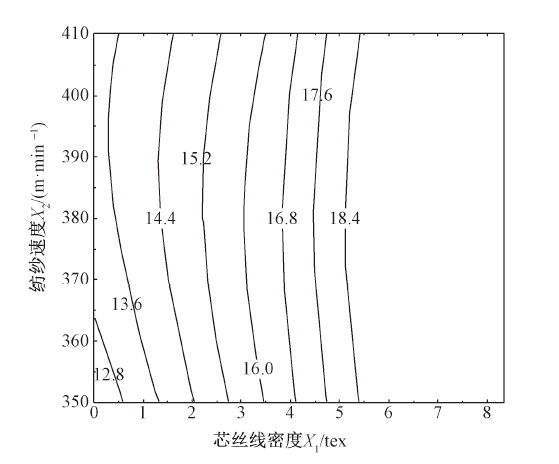
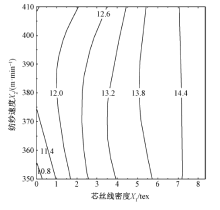
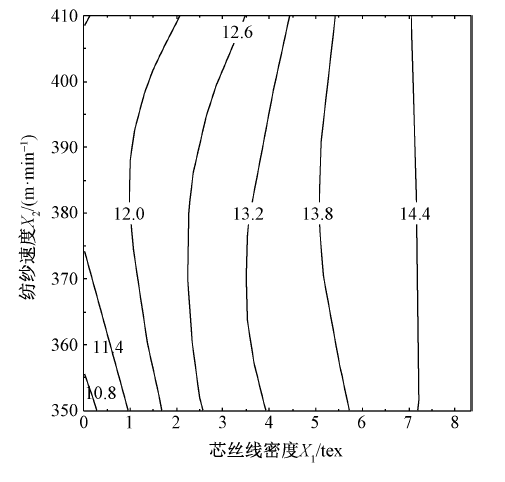
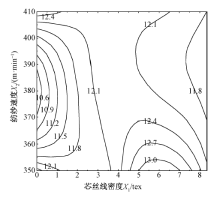
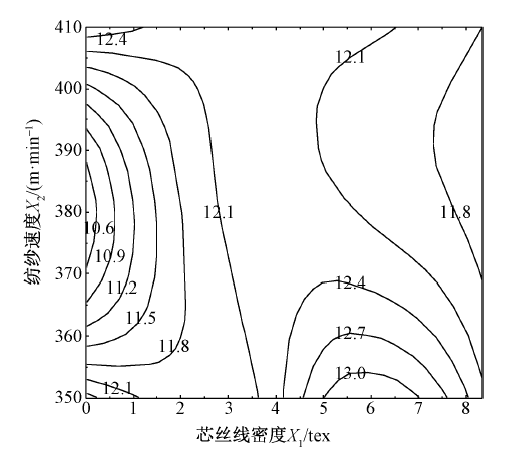
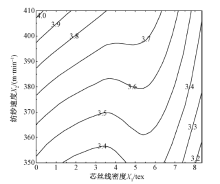
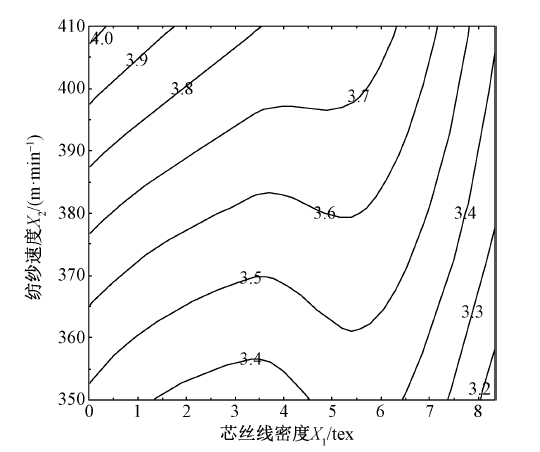
为获得更高强力的喷气涡流纺纱线,通过引入涤纶长丝制备喷气涡流纺粘胶/涤纶包芯纱。采用统计分析等方法研究了芯丝线密度、纺纱速度对喷气涡流纺粘胶/涤纶包芯纱强伸性、条干不匀和毛羽的影响规律,同时对比分析了不同纺纱条件下包芯纱的结构外观。研究结果表明:芯丝线密度、纺纱速度对喷气涡流纺粘胶/涤纶包芯纱各性能响应值有不同程度的影响;纺纱速度过高或过低均不利于包芯纱成纱的强伸性提高和条干均匀性改善,纺纱速度的增加会使毛羽H值增大;在一定范围内,增加芯丝线密度有利于包芯纱强伸性的提高,随芯丝线密度的增加,包芯纱毛羽H值减小;此外,选用较大的芯丝线密度和较高的纺纱速度时,纺制的包芯纱芯丝外露现象越明显。
中图分类号:
| [1] |
BEGUM H A, KHAN M K R, RAHMAN M M. An overview on spinning mechanism, yarn structure and advantageous characteristics of vortex spun yarn and fabric[J]. Advances in Applied Sciences, 2018, 3(5): 58-58.
doi: 10.11648/j.aas.20180305.11 |
| [2] | 吕林军, 赵连英, 赵沉沉, 等. 新型喷气涡流纺纱线的技术创新和发展趋势[J]. 纺织导报, 2018(8): 55- 57, 58-62. |
| LÜ Linjun, ZHAO Lianying, ZHAO Chenchen, et al. Technological innovation and development trend of new-type air jet vortex-spun yarn[J]. China Textile Leader, 2018(8): 55- 57, 58-62. | |
| [3] | ORTLEK H G. Influence of selected process variables on the mechanical properties of core-spun vortex yarns containing elastane[J]. Fibers and Textiles in Eastern Europe, 2006, 3 (57):42-44. |
| [4] |
ORTLEK H G, ULKU S. Effects of spandex and yarn counts on the properties of elastic core-spun yarns pro-duced on Murata vortex spinner[J]. Textile Research Journal, 2007, 77(6): 432-436.
doi: 10.1177/0040517507078022 |
| [5] | 刘艳斌, 刘俊芳, 宋海玲. 喷气涡流纺涤纶包芯纱的开发[J]. 棉纺织技术, 2012, 40(6): 46-48. |
| LIU Yanbin, LIU Junfang, SONG Hailing. Development of air-jet vortex spinning polyester core-spun yarn[J]. Cotton Textile Technology, 2012, 40(6): 46-48. | |
| [6] |
PEI Z, ZHANG Y, CHEN G. A core-spun yarn containing a metal wire manufactured by a modified vortex spinning system[J]. Textile Research Journal, 2019, 89(1): 113-118.
doi: 10.1177/0040517517736477 |
| [7] |
PEI Z, CHEN G. Numerical investigation on the flow field of a modified vortex spinning system for producing core-spun yarns[J]. Textile Research Journal, 2019, 89(19/20): 4028-4045.
doi: 10.1177/0040517519826927 |
| [8] |
PEI Z, WANG X, LI Z, et al. Effect of process and nozzle structural parameters on the wrapping quality of core-spun yarns produced on a modified vortex spinning system[J]. Textile Research Journal, 2021, 91(15/16): 1841-1856.
doi: 10.1177/0040517521989094 |
| [9] | DUTTA P, SUFIAN M A, HOSSAIN I. Effect of air pressure on the cotton/polyester blended vortex spun yarn properties in terms of uniform yarn count[C]//Proceedings of Online International Conference on Multidisciplinary Research & Development (ICMRD-2021). Akola: [s.n.], 2021:1-8. |
| [10] | 姚江薇, 邹专勇, 闫琳琳, 等. 喷气涡流纺纱线拉伸断裂强力预测模型构建与验证[J]. 纺织学报, 2018, 39(10): 32-37. |
| YAO Jiangwei, ZOU Zhuanyong, YAN Linlin, et al. Prediction model on tensile strength of air jet vortex spinning yarn and its verification[J]. Journal of Textile Research, 2018, 39(10): 32-37. |
| [1] | 吴佳庆, 王迎, 郝新敏, 宫玉梅, 郭亚飞. 长丝喂入位置对赛络纺包芯纱结构与性能影响[J]. 纺织学报, 2021, 42(08): 64-70. |
| [2] | 杨瑞华, 潘博, 郭霞, 王利军, 李健伟. 环锭纺及转杯纺和喷气涡流纺混色纱的纤维混合效果研究[J]. 纺织学报, 2021, 42(07): 76-81. |
| [3] | 李浩, 邢明杰, 孙志豪, 吴瑶. 基于图像的喷气涡流纺纱线捻度测试方法探讨[J]. 纺织学报, 2021, 42(02): 60-64. |
| [4] | 许多, 卫江, 梅剑香, 张心伶, 张又青, 徐卫林, 刘可帅. 柔洁纺粘胶强捻纱及其织物性能[J]. 纺织学报, 2019, 40(10): 48-55. |
| [5] | 张婷婷, 薛元, 徐志武, 于健, 陈连光. 三通道数码纺混色纱色谱体系构建及其彩色纱性能分析[J]. 纺织学报, 2019, 40(09): 48-55. |
| [6] | 何建, 裴泽光, 周健, 熊祥章, 吕海辰. 喷气涡流纺金属丝包芯纱成纱过程的在线观测与分析[J]. 纺织学报, 2019, 40(05): 136-143. |
| [7] | 郭臻, 李新荣, 卜兆宁, 袁龙超. 喷气涡流纺中纤维运动的三维数值模拟[J]. 纺织学报, 2019, 40(05): 131-135. |
| [8] | 尚珊珊, 郁崇文, 杨建平, 钱希茜. 喷气涡流纺纺纱过程中的气流场数值模拟[J]. 纺织学报, 2019, 40(03): 160-167. |
| [9] | 赵洋洋, 薛元, 刘曰兴, 张国清. 竹节纱粗细节形成机制及其纺纱工艺比较[J]. 纺织学报, 2019, 40(03): 39-43. |
| [10] | 林燕燕, 邹专勇, 陈玉香, 杨艳秋. 喷气涡流纺纱线热黏合增强工艺[J]. 纺织学报, 2019, 40(02): 58-62. |
| [11] | 顾燕, 薛元, 杨瑞华, 高卫东, 刘曰兴, 张国清. 三通道数码纺段彩纱的纺纱原理及其性能[J]. 纺织学报, 2019, 40(01): 46-51. |
| [12] | 付驰宇, 王灿灿, 何满堂, 夏治刚. 接触式简易嵌入纺技术及其苎麻纱性能[J]. 纺织学报, 2019, 40(01): 40-45. |
| [13] | 贺玉东 薛元 杨瑞华 刘曰兴 张国清. 双通道环锭数码纺混色纱的结构及其性能[J]. 纺织学报, 2018, 39(11): 27-32. |
| [14] | 姚江薇 邹专勇 闫琳琳 卫国 唐佩君. 喷气涡流纺纱线拉伸断裂强力预测模型构建与验证[J]. 纺织学报, 2018, 39(10): 32-37. |
| [15] | 闫琳琳 邹专勇 卫国 程隆棣. 基于螺旋导引槽空心锭子的喷气涡流纺加捻腔流场模拟[J]. 纺织学报, 2018, 39(09): 139-145. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号