纺织学报 ›› 2023, Vol. 44 ›› Issue (02): 76-82.doi: 10.13475/j.fzxb.20220707507
崔月敏1, 程隆棣1( ), 和杉杉1, 吕金丹2, 崔益怀3
), 和杉杉1, 吕金丹2, 崔益怀3
CUI Yuemin1, CHENG Longdi1(), HE Shanshan1, LÜ Jindan2, CUI Yihuai3
摘要:
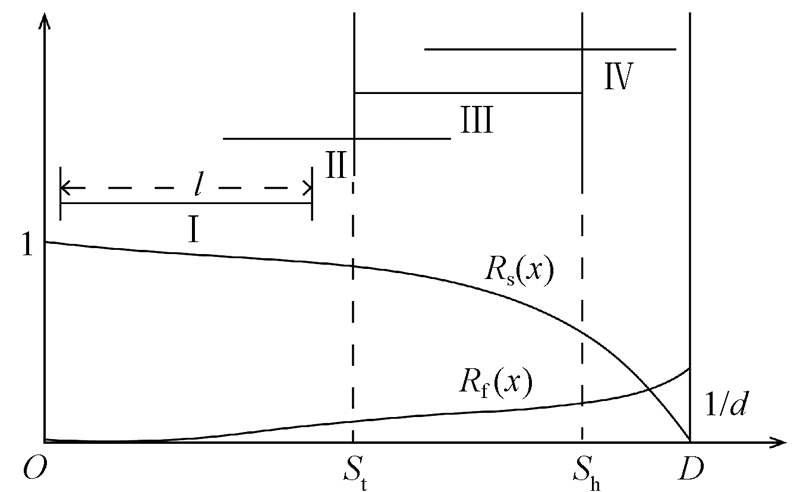
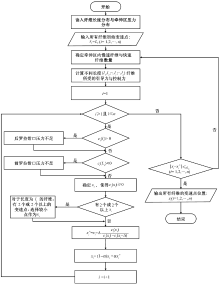
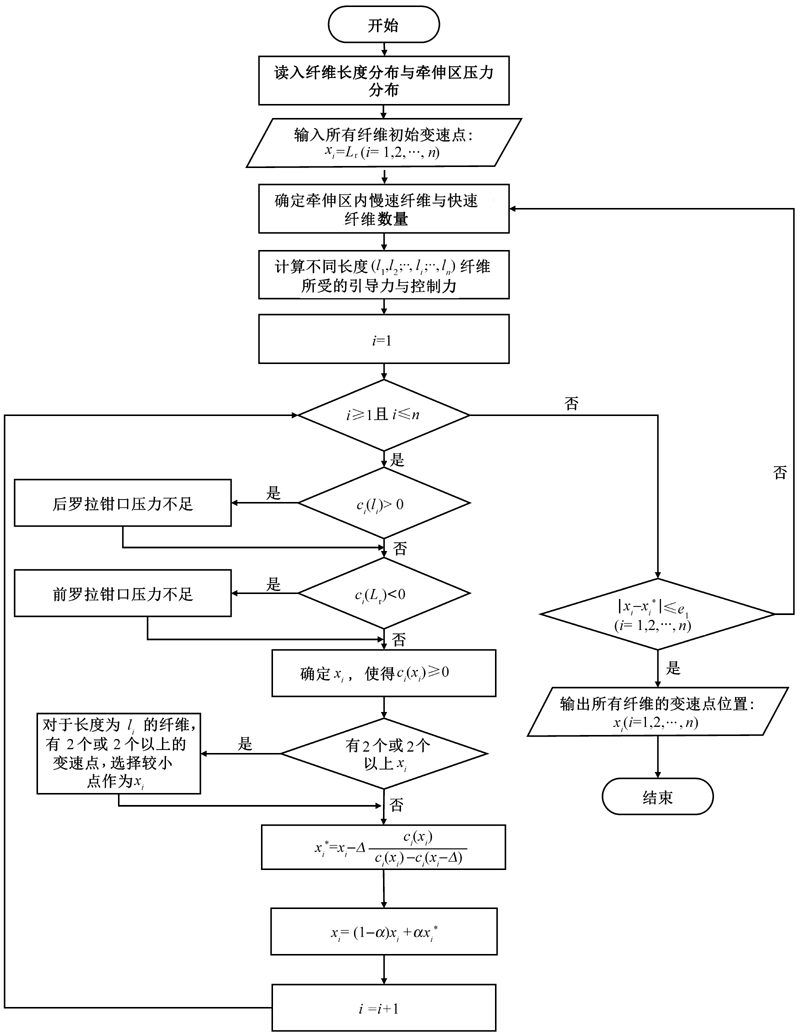
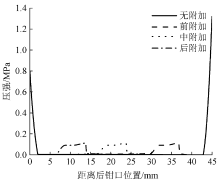
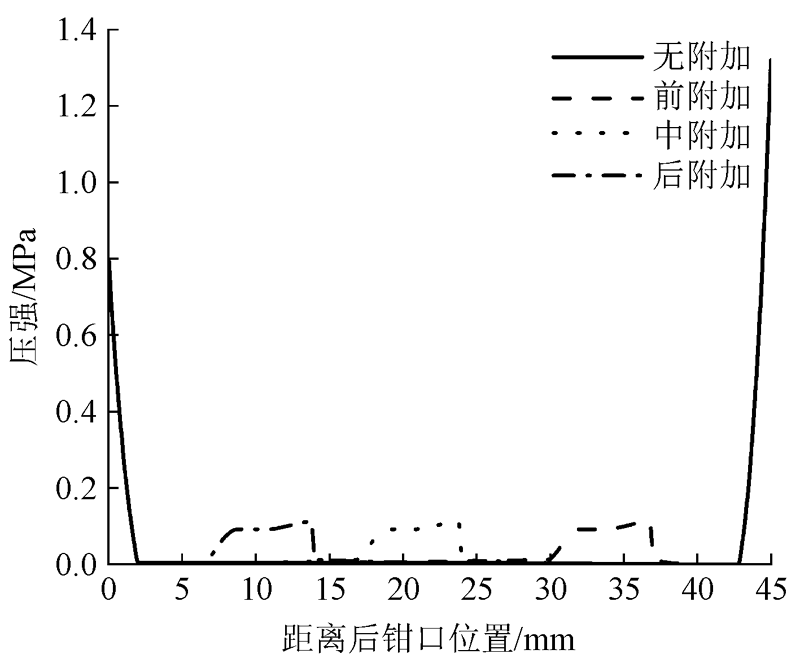
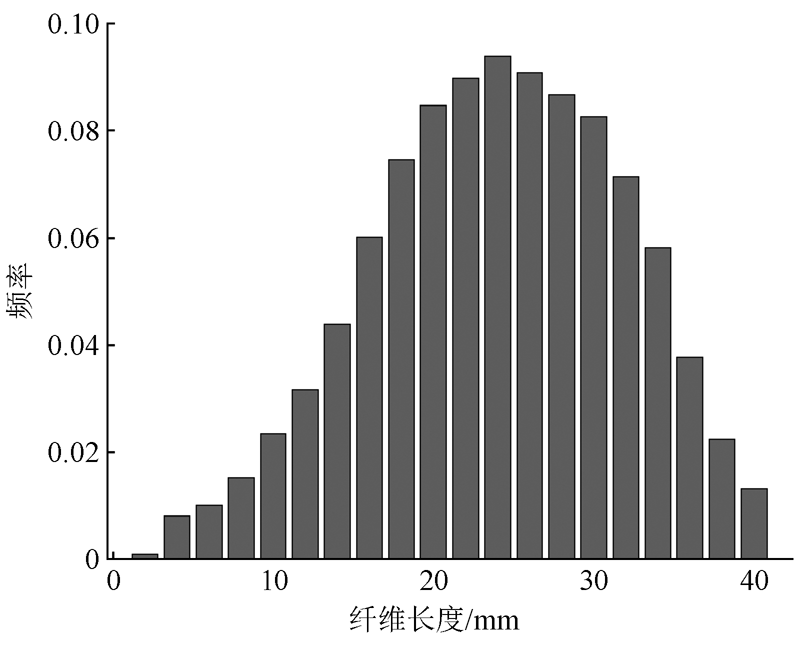
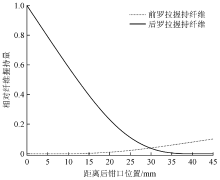
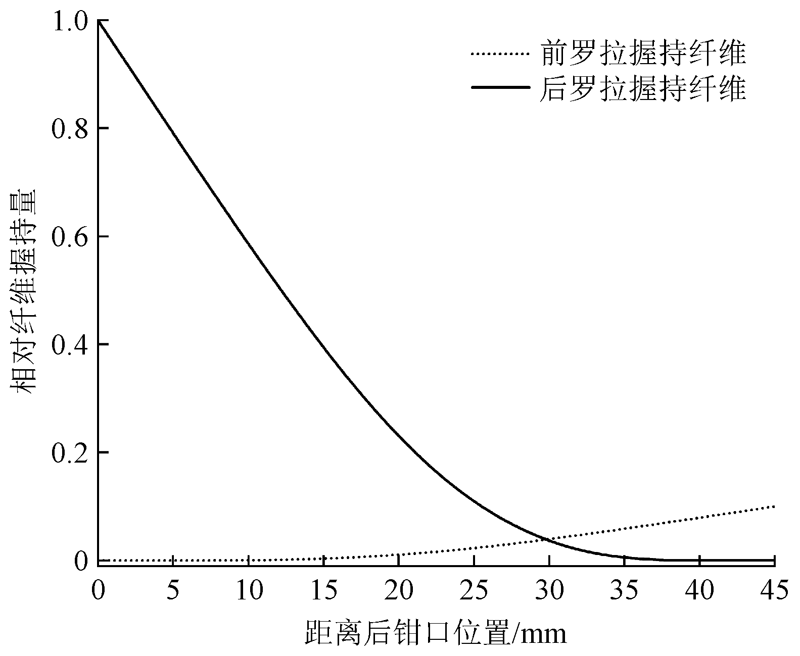
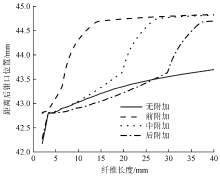
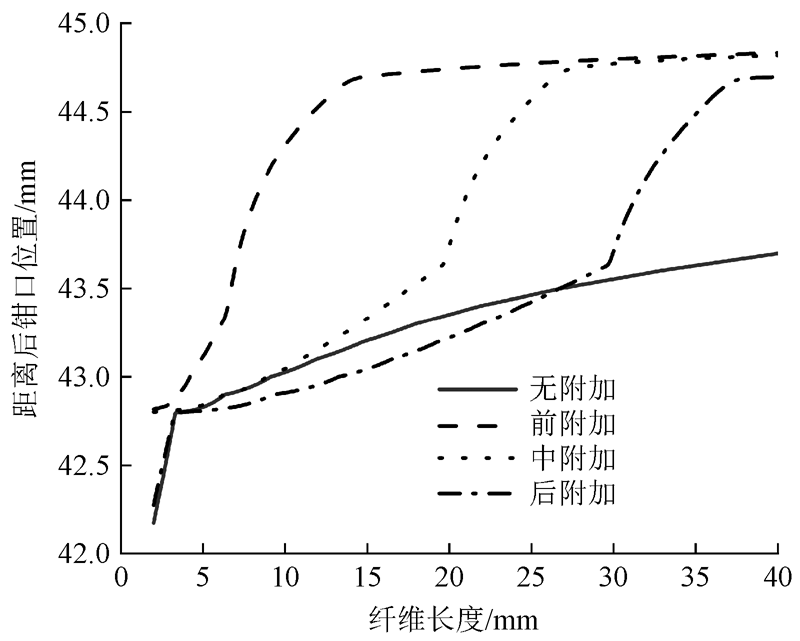
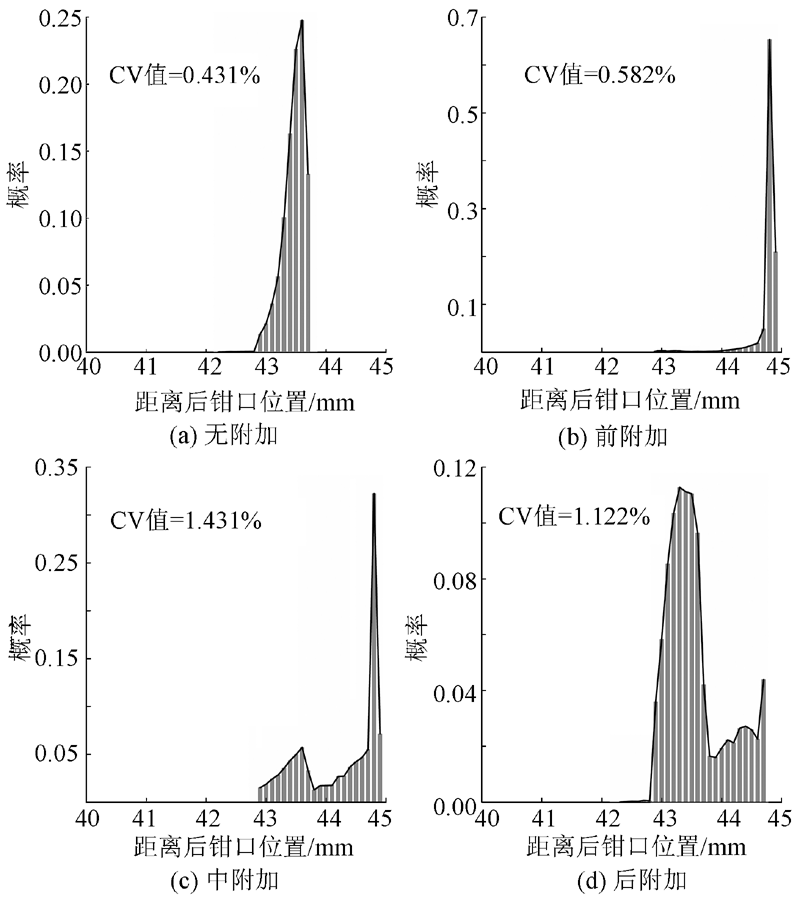
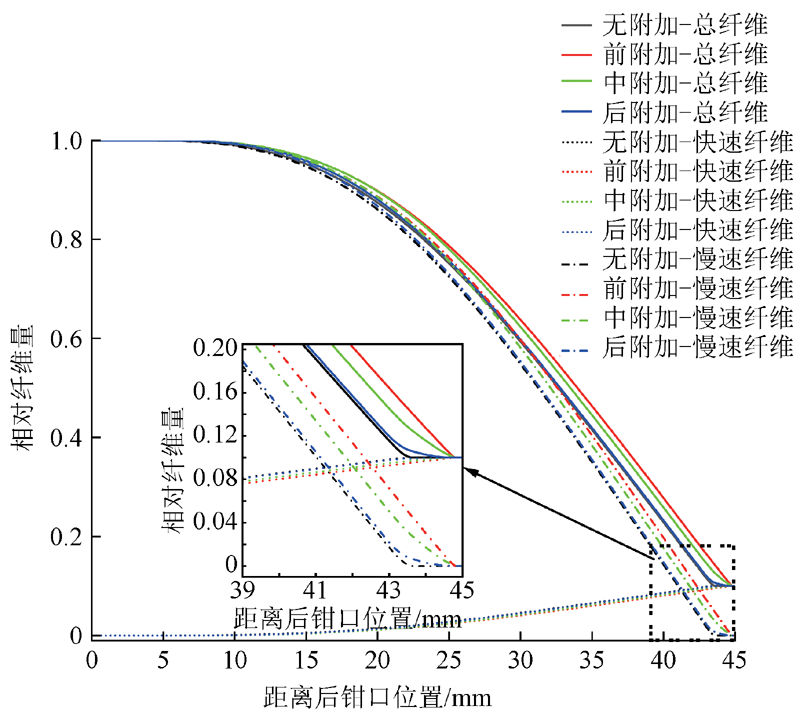
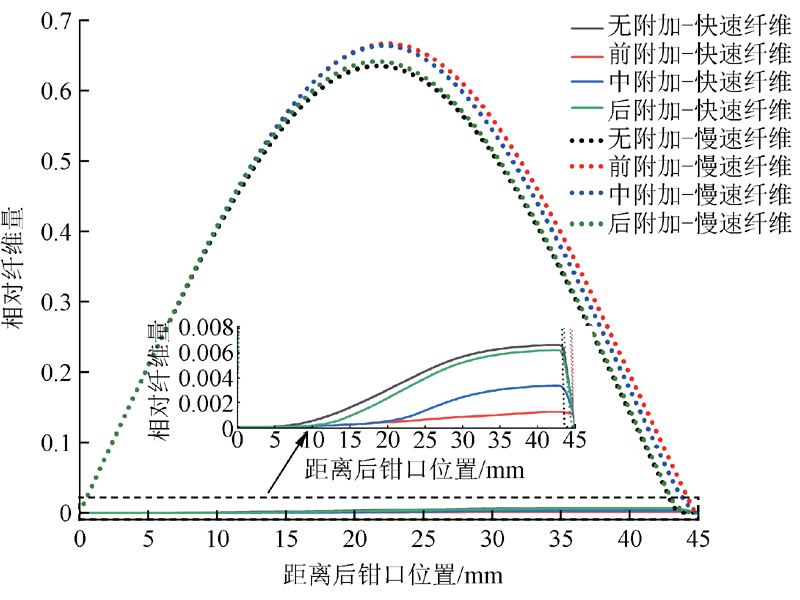
为进一步研究牵伸区纤维的运动,基于单纤维在牵伸区内受到的引导力与控制力,采用循环迭代法建立纤维变速模型,计算牵伸区不同压力分布下不同长度纤维的变速点,并得到牵伸区内纤维变速点分布以及各位置不同纤维(包括快速纤维、慢速纤维以及浮游纤维)的分布。结果表明:纤维的变速点位置与其自身长度有关,纤维长度越长,其变速点越靠近前罗拉钳口;在不考虑浮游区情况下,对于长度离散度较大的纤维须条,牵伸区内平稳、缓和的压力分布有利于纤维变速点的集中,但纤维变速点离前钳口较远;纤维长度长、离散度较小时,靠近前钳口增加附加压力有利于变速点的集中且其更加靠近前钳口。
中图分类号:
| [1] | TAYLOR D S. The velocity of floating fibers during drafting of worsted slivers[J]. Journal of the Textile Institute Transactions, 1959, 50(2): 233-236. |
| [2] | 李瑛慧, 谢春萍, 刘新金. 基于纤维变速点分布实验的成纱条干不匀研究[J]. 纺织学报, 2016, 37(8): 32-36,58. |
| LI Yinghui, XIE Chunping, LIU Xinjin. Study on yarn unevenness based on experiment of fibers accelerated-point distribution[J]. Journal of Textile Research, 2016, 37(8): 32-36,58. | |
| [3] |
SHEN Y, NI J, YANG J, et al. Study on the testing of the accelerated point of the floating fiber in the roller drafting process with an improved method[J]. Textile Research Journal, 2021, 92(1/2): 168-179.
doi: 10.1177/00405175211030881 |
| [4] |
SHEN Y, QIAN X, YU C. A study on the dynamic motion of floating fibers in the double apron drafting process[J]. Textile Research Journal, 2022, 92(13/14): 2476-2486.
doi: 10.1177/00405175221086046 |
| [5] |
YOSHIDA K, KATO M. A study on the accelerated-point of floating fibers in drafting distribution pro-cesses[J]. Journal of the Textile Machinery Society of Japan, 1975, 21(4): 95-102.
doi: 10.4188/jte1955.21.95 |
| [6] |
HUH Y, KIM J S. Modeling the dynamics behavior of the fiber bundle in a roll-drafting process[J]. Textile Research Journal, 2004, 74(10): 872-878.
doi: 10.1177/004051750407401006 |
| [7] | YAN G, YU C W. The influence of fiber length distribution on the accelerated points in drafting: a new perspective on drafting process[J]. Fiber Polymer, 2009, 10(2): 217-220. |
| [8] | FUJINO K, KAWABATA S. Method of analyzing problems on drafting[J]. Journal of the Textile Machinery Society of Japan, 1962, 8: 12-21. |
| [9] |
MA B, WANG J. Study on the fiber distribution in a drafting zone[J]. Journal of The Textile Institute, 2016, 108: 1057-1064.
doi: 10.1080/00405000.2016.1219448 |
| [10] | 姚杰, 叶国铭, 陈人哲. 牵伸区浮游纤维变速的数学建模与仿真[J]. 东华大学学报(自然科学版), 2006, 32(4): 1-5. |
| YAO Jie, YE Guoming, CHEN Renzhe. Modeling and simulating the motion of floating fibers during drafting[J]. Journal of Donghua University (Natural Science), 2006, 32(4): 1-5. | |
| [11] | 苏玉恒, 陈莉娜. 基于纤维长度分布的浮游纤维变速仿真[J]. 纺织学报, 2010, 31(4): 39-44. |
| SU Yuheng, CHEN Lina. Simulation on accelerating of floating fibers based on distribution of fiber length[J]. Journal of Textile Research, 2010, 31(4): 39-44. | |
| [12] |
SUN N, LIU M. Study on the accelerated-point distribution of floating fibers in the drafting zone[J]. Textile Research Journal, 2022, 92(17/18):3193-3203.
doi: 10.1177/00405175211059204 |
| [13] | 唐文辉, 朱鹏. 现代棉纺牵伸的理论与实践[M]. 北京: 中国纺织出版社, 2012:15-18. |
| TANG Wenhui, ZHU Peng. The Theory and practice of modern cotton spinning[M]. Beijing: China Textile & Apparel Press, 2012:15-18. | |
| [14] | 陆惠文, 倪远. “陆S纺纱工艺”的细纱牵伸机理初探[J]. 辽东学院学报(自然科学版), 2016, 23(2): 77-87. |
| LU Huiwen, NI Yuan. Yarn drafting mechanism of 6S spinning technology[J]. Journal of Eastern Liaoning University(Natural Science), 2016, 23(2): 77-87. |
| [1] | 赖安琪, 蒋高明, 李炳贤. 全成形毛衫花式结构三维仿真[J]. 纺织学报, 2023, 44(02): 103-110. |
| [2] | 胡宝继, 张巧玲, 王旭. 聚乙二醇改性热塑性环氧树脂及其可纺性[J]. 纺织学报, 2023, 44(02): 63-68. |
| [3] | 李豪, 曹巧丽, 李佳蔚, 韩振宁, 郁崇文. 并条混合仿真与控制系统设计[J]. 纺织学报, 2022, 43(12): 48-53. |
| [4] | 陈钰珊, 蒋高明, 李炳贤. 纬编绕经织物设计与三维仿真[J]. 纺织学报, 2022, 43(12): 62-68. |
| [5] | 吴佳玥, 吴巧英. 羽绒制品热传递的有限元仿真[J]. 纺织学报, 2022, 43(11): 154-162. |
| [6] | 陈宇恒, 高卫东, 任家智. 精梳机分离牵伸力在线检测与规律分析[J]. 纺织学报, 2022, 43(08): 1-6. |
| [7] | 郭明瑞, 高卫东. 两通道环锭纺单区牵伸纺制段彩竹节纱的方法及其特点[J]. 纺织学报, 2022, 43(08): 21-26. |
| [8] | 吴瑕, 姚菊明, 王琰, RIPON Das, JIRI Militky, MOHANAPRIYA Venkataraman, 祝国成. 碳纤维复合材料无人机叶片的仿真与分析[J]. 纺织学报, 2022, 43(08): 80-87. |
| [9] | 董智佳, 孙菲, 丛洪莲, 俞旭良. 低损耗纬编成形女士背心的结构设计与建模[J]. 纺织学报, 2022, 43(07): 129-134. |
| [10] | 牛雪娟, 徐妍慧. 不同流通间隙排布条件下碳纤维束展纤行为研究[J]. 纺织学报, 2022, 43(06): 165-170. |
| [11] | 汝欣, 朱婉珍, 史伟民, 彭来湖. 密度非均匀分布纬编针织物的变形预测及仿真[J]. 纺织学报, 2022, 43(06): 63-69. |
| [12] | 肖琪, 王瑞, 张淑洁, 孙红玉, 王静茹. 基于ABAQUS的涤/棉混纺机织物起球过程有限元仿真[J]. 纺织学报, 2022, 43(06): 70-78. |
| [13] | 孙焕惟, 张恒, 崔景强, 朱斐超, 王国锋, 苏天阳, 甄琪. 聚乳酸非织造材料的后牵伸辅助熔喷成形工艺及其力学性能[J]. 纺织学报, 2022, 43(06): 86-93. |
| [14] | 余玉坤, 孙玥, 侯珏, 刘正, 易洁伦. 单层服装间隙量的动态有限元模型构建与仿真[J]. 纺织学报, 2022, 43(04): 124-132. |
| [15] | 纪杰, 韩云龙, 高杰, 汪虎明, 陆彪. 纺纱车间空调系统数学建模及动态仿真[J]. 纺织学报, 2022, 43(03): 176-184. |
|
 京公网安备11010502044800号
京公网安备11010502044800号