纺织学报 ›› 2023, Vol. 44 ›› Issue (09): 60-67.doi: 10.13475/j.fzxb.20220507401
孙显强1, 薛元1( ), 刘曰兴2, 张国清2, 刘立霞2
), 刘曰兴2, 张国清2, 刘立霞2
SUN Xianqiang1, XUE Yuan1(), LIU Yuexing2, ZHANG Guoqing2, LIU Lixia2
摘要:
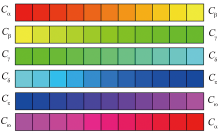
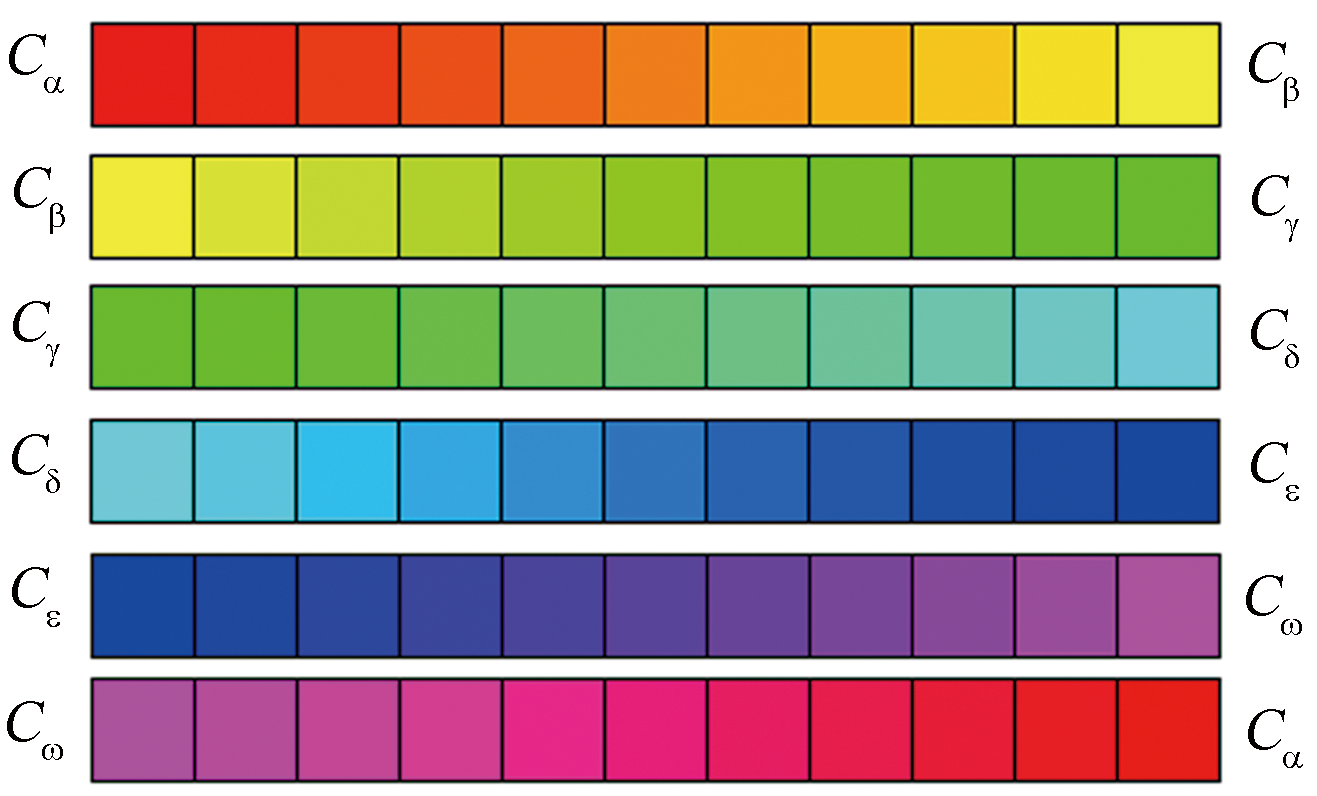
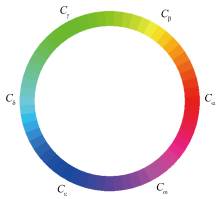
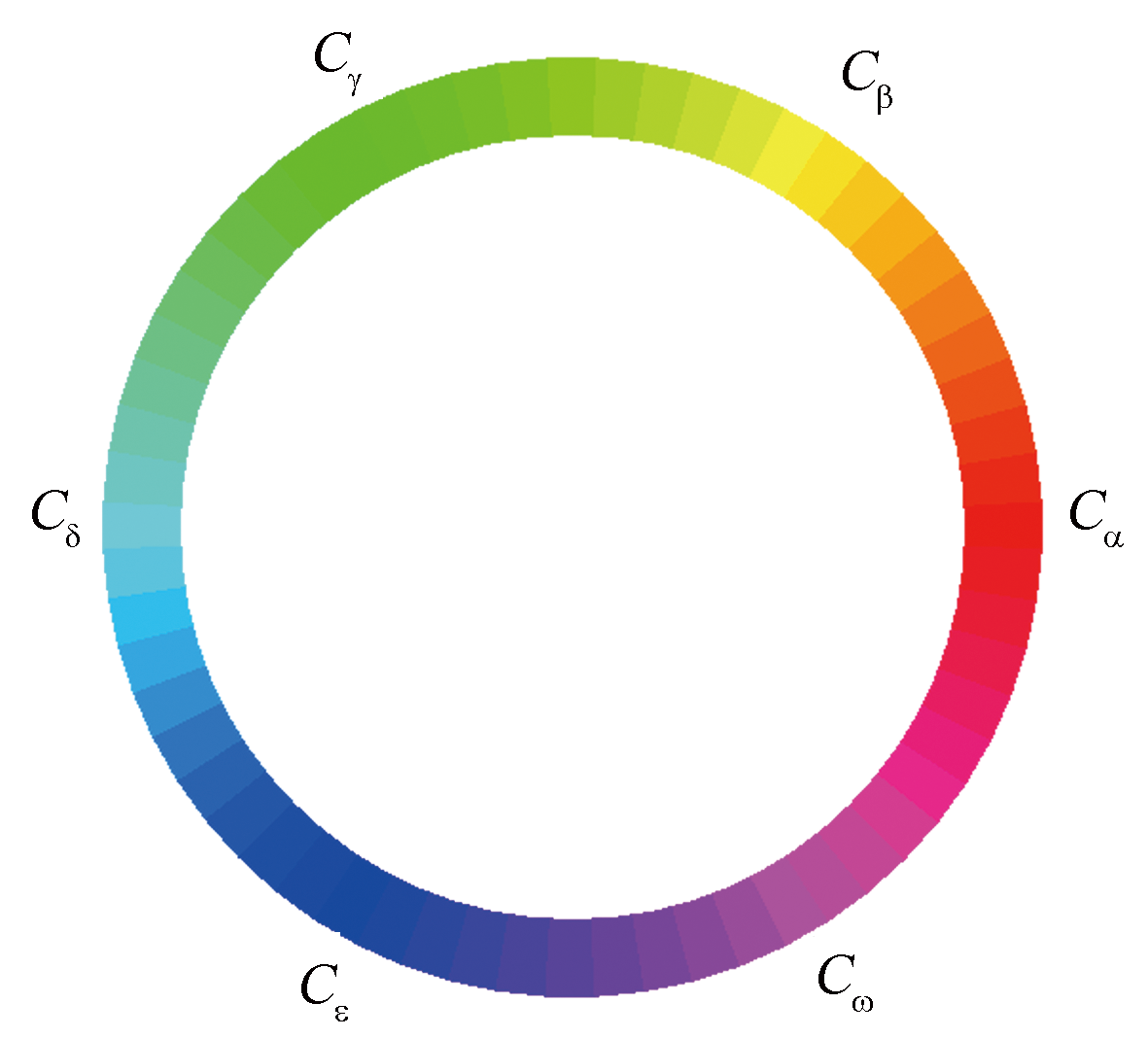
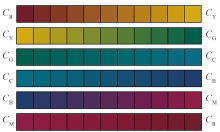
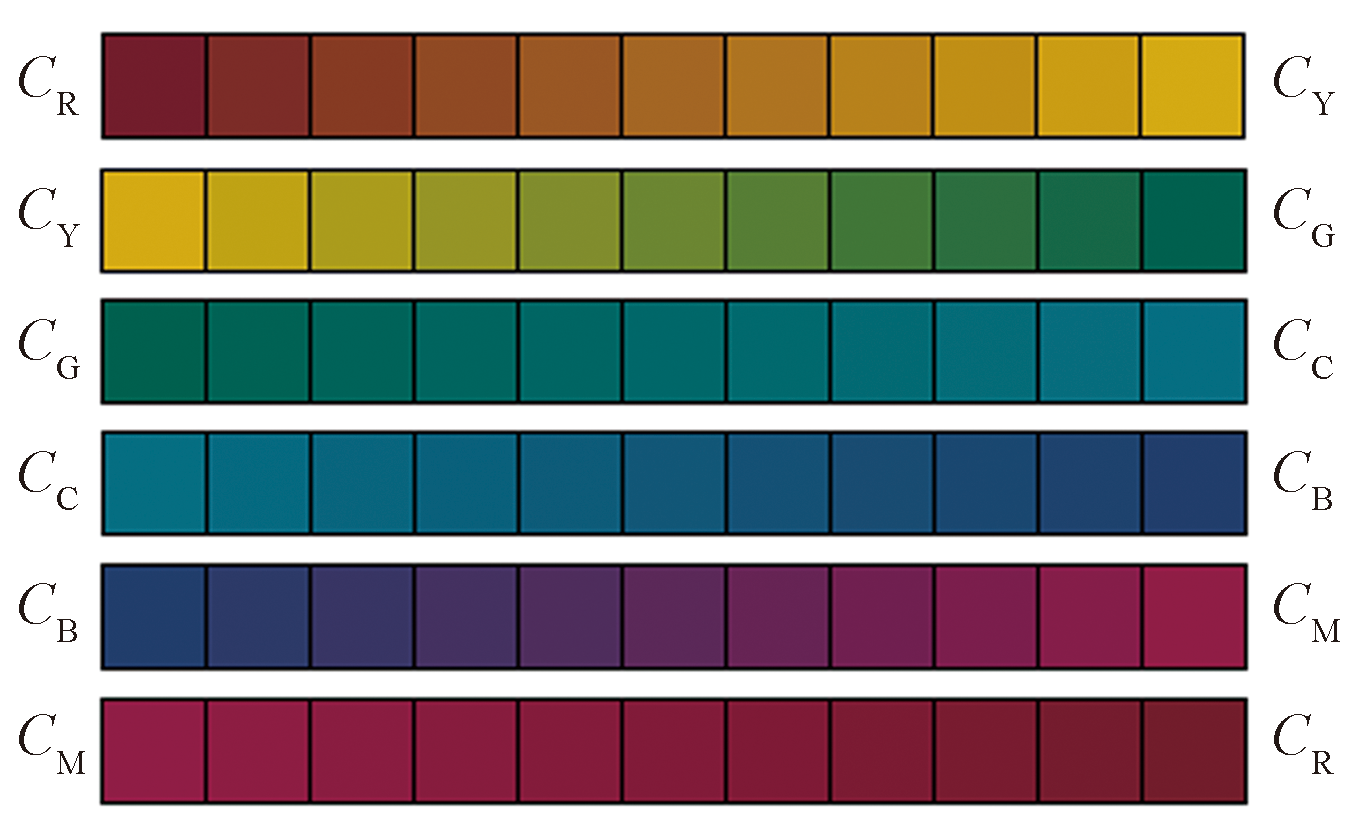
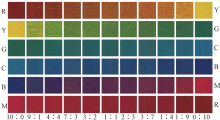
为实现预定色彩纺纱,将数控纺纱调控彩色纤维混纺比机制与六基色纤维全色相网格化混色模型相结合,构建了“多通道数控牵伸比、多元基色纤维混色比、纱线色彩”的三要素协同调控机制;基于红、黄、绿、蓝、青、品红等六基色纤维构建了色相调控范围为0~360°的包含60个网格点的全色相混色模型;基于网格点序号设计纺纱工艺参数并纺制了60种不同混色比的色纺纱,用其织成色织物;测试分析色纺纱条干均匀度、毛羽、断裂强力等外观质量与力学性能指标。结果表明:所纺60种纱线色彩变化趋势与六基色纤维全色相网格化混色模型色彩分布规律具有一致性;所纺纱线各项指标达到GB/T 398—2018《棉本色纱线》二级水平。
中图分类号:
| [1] |
GURUDATT K, DE P, RAKSHIT A K, et al. Dope-dyed polyester fibers from recycled PET wastes for use in molded automotive carpets[J]. Journal of Industrial Textiles, 2016, 34(3): 167-179.
doi: 10.1177/1528083705049053 |
| [2] |
LIU L, CHEN L, HU Z, et al. Fabrication and properties of dope-dyed poly(m-phenylene isophthalamide) fibers via wet spinning[J]. Fibers and Polymers, 2014, 15(7): 1387-1392.
doi: 10.1007/s12221-014-1387-1 |
| [3] |
ROUETTE H K, WILSHIRE J F K, YAMASE I, et al. Dye-fiber bond stabilities of some reactive syes with wool[J]. Textile Research Journal, 1971, 41(6): 518-525.
doi: 10.1177/004051757104100607 |
| [4] | 关芳兰, 王建明, 闫彩艳. 桑蚕丝织物的数码印花工艺[J]. 纺织学报, 2012, 33(3): 89-92. |
| GUAN Fanglan, WANG Jianming, YAN Caiyan. Digital printing of silk fabrics[J]. Journal of Textile Research, 2012, 33(3): 89-92. | |
| [5] | CUI P, XUE Y, LIU Y. Manufacturing color-blended slub yarn: computer numerically controlled ring-spinning frame and Kubelka-Munk double constant theory[J]. AATCC Journal of Research, 2021, 8(3): 8-16. |
| [6] |
SUN X, CUI P, XUE Y. Construction and analysis of a three-channel numerical control ring-spinning system for segment colored yarn[J]. Textile Research Journal, 2021, 91(23-24): 2937-2949.
doi: 10.1177/00405175211020517 |
| [7] |
GUO M, SUN F, GAO W. Theoretical and experimental study of color-alternation fancy yarns produced by a double-channel compact spinning machine[J]. Textile Research Journal, 2018, 89(14): 2741-2753.
doi: 10.1177/0040517518801149 |
| [8] |
GUO M, SUN F, WANG L, et al. Analysis of the appearance of two-color cotton yarn by the double-channel spinning system[J]. Textile Research Journal, 2018, 89(9): 1712-1724.
doi: 10.1177/0040517518779250 |
| [9] |
SUN X, XUE Y, CUI P, et al. Serialized gradient chromatography for the digital blending of colored fibers and spinning of gradient colored yarn[J]. Textile Research Journal, 2022, 92(1/2): 43-58.
doi: 10.1177/00405175211025773 |
| [10] |
XIA Z, WANG H, WANG X, et al. A study on the relationship between irregularity and hairiness of spun yarns[J]. Textile Research Journal, 2011, 81(3): 273-279.
doi: 10.1177/0040517510380112 |
| [11] |
XU W, XIA Z, ZHANG X, et al. Embeddable and locatable spinning[J]. Textile Research Journal, 2010, 81(3): 223-229.
doi: 10.1177/0040517510380780 |
| [12] |
SALHOTRA K R. Quality improvement of sirospun yarns through use of finer rovings[J]. Textile Research Journal, 1990, 60(11): 687-689.
doi: 10.1177/004051759006001109 |
| [13] |
SAWHNEY A P S, ROBERT K Q, RUPPENICKER G F. Device for producing staple-core / cotton-wrap ring spun yarns[J]. Textile Research Journal, 1989, 59(9): 519-524.
doi: 10.1177/004051758905900905 |
| [14] |
TANG Z X, WANG X, FRASER W B, et al. An experimental investigation of yarn tension in simulated ring spinning[J]. Fibers and Polymers, 2004, 5(4): 275-279.
doi: 10.1007/BF02875525 |
| [15] |
XIA Z, WANG H S, YE W. A method to produce ring single yarn with fancy and anti-frictional structure by feeding filaments in front of the front roller nip[J]. Textile Research Journal, 2019, 90(5/6): 631-640.
doi: 10.1177/0040517519877466 |
| [1] | 程璐, 马崇启, 周惠敏, 王颖, 夏鑫. 基于视觉特性的色纺纱全光谱配色算法优化[J]. 纺织学报, 2022, 43(10): 38-44. |
| [2] | 邵景峰, 董梦园. 相依竞争失效模型下细纱机性能退化对成纱质量的影响[J]. 纺织学报, 2022, 43(06): 171-179. |
| [3] | 朱文硕, 薛元, 徐志武, 于健, 曾德军. 对称循环渐变色彩设计及其色彩渐变纱纺制[J]. 纺织学报, 2022, 43(02): 116-124. |
| [4] | 郭明华, 刘新金. 基于切断称重法的细纱机牵伸区内纤维变速点分布研究[J]. 纺织学报, 2021, 42(08): 71-75. |
| [5] | 袁理, 熊莹, 谷迁, 王丹书, 霍达, 刘军平. 染色纤维与色纺纱线间的颜色传递规律及其影响因素[J]. 纺织学报, 2021, 42(05): 122-129. |
| [6] | 程璐, 陈婷婷, 曹吉强, 王颖, 夏鑫. 基于光谱反射率的色纺纱计算机修色算法[J]. 纺织学报, 2020, 41(09): 39-44. |
| [7] | 张婷婷, 薛元, 贺玉东, 刘曰兴, 张国清. 环锭数码纱Kubelka-Munk双常数配色模型构建及其色彩预测[J]. 纺织学报, 2020, 41(01): 50-55. |
| [8] | 钱成, 刘燕卿, 刘新金, 谢春萍, 徐伯俊. 四罗拉集聚纺纱系统三维流场模拟与分析[J]. 纺织学报, 2019, 40(10): 56-61. |
| [9] | 吴义伦, 李忠健, 潘如如, 高卫东, 张宁. 应用色纺纱图像的纬编针织物外观模拟[J]. 纺织学报, 2019, 40(06): 111-116. |
| [10] | 袁理, 王丹书, 谷迁, 屠劭杰, 熊莹, 袁浩然, 刘军平, 鄢煜尘. 基于光谱泛相似测度的色纺纱线与织物间呈色规律[J]. 纺织学报, 2019, 40(02): 30-37. |
| [11] | 刘建勇 黄烨 谭学强. 色纺纱的计算机配色研究进展[J]. 纺织学报, 2018, 39(11): 176-184. |
| [12] | 刘春 谢春萍 苏旭中 刘新金. 假捻器在环锭细纱机上的应用效果及工艺优化[J]. 纺织学报, 2018, 39(07): 27-31. |
| [13] | 杨瑞华 韩瑞叶 徐亚亚 薛元 王鸿博 高卫东. 数码转杯纺混色纱中有色纤维混合效果分析[J]. 纺织学报, 2018, 39(07): 32-38. |
| [14] | 徐亚亚 杨瑞华 韩瑞叶 薛元 高卫东. 应用Kubelka-Munk双常数理论的数码转杯纱混色效果预测[J]. 纺织学报, 2018, 39(06): 36-41. |
| [15] | 王雯雯 高畅 刘基宏. 应用卷积神经网络的细纱断纱锭位识别[J]. 纺织学报, 2018, 39(06): 136-141. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号