纺织学报 ›› 2019, Vol. 40 ›› Issue (02): 58-62.doi: 10.13475/j.fzxb.20180908405
林燕燕1,2, 邹专勇1( ), 陈玉香1, 杨艳秋1
), 陈玉香1, 杨艳秋1
LIN Yanyan1,2, ZOU Zhuanyong1(), CHEN Yuxiang1, YANG Yanqiu1
摘要:
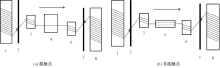
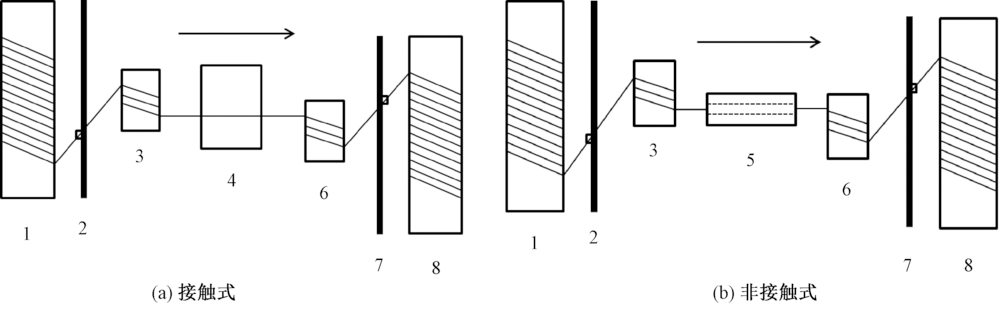
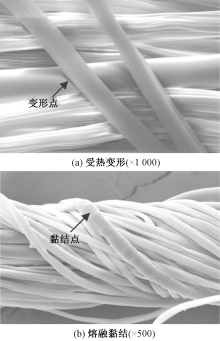
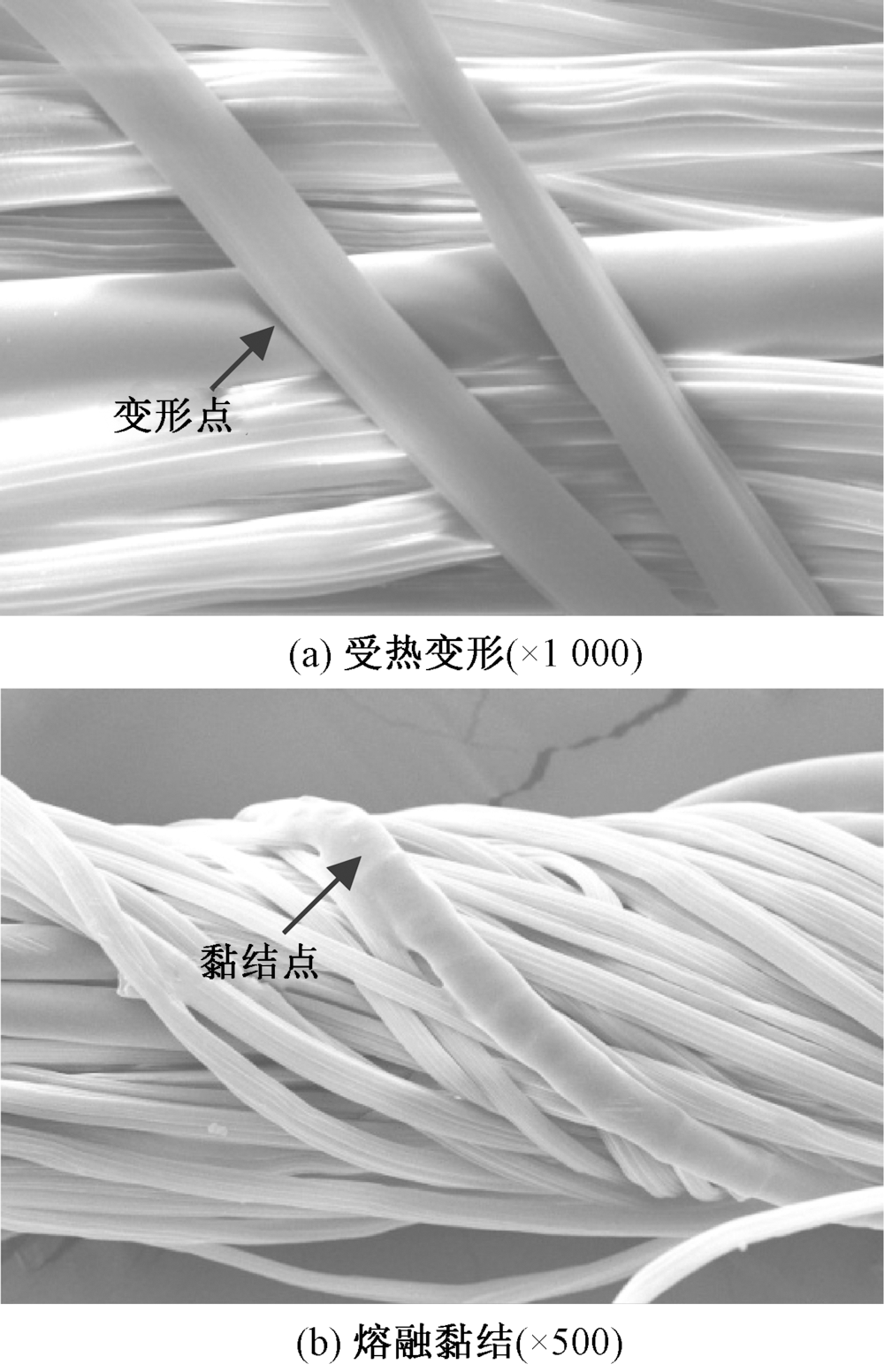
针对喷气涡流纺纱强力不高的问题,引入低熔点涤纶纤维利用热黏合机制增强喷气涡流纺纱线,借助T检验法比较不同热接触方式对纱线断裂功影响的显著性差异,通过正交试验研究热处理温度、热处理速度及牵伸倍数对纱线断裂功的影响规律,并进行最优工艺验证。结果表明:原纱采用非接触热处理方式断裂功提升更显著;纱线断裂功随热处理温度升高,先增加后下降,随速度增加,呈上升趋势;随牵伸倍数的增加,断裂功显著提高;最优热处理工艺为热处理温度145 ℃,热处理速度600 cm/min,牵伸倍数1.06。最优工艺热处理后喷气涡流纺纱线断裂功可提高13%。
中图分类号:
| [1] | BECEREN Y, NERGIS B U. Comparison of the effects of cotton yarns produced by new, modified and conventional spinning systems on yarn and knitted fabric performance[J]. Textile Research Journal, 2008,78(4):297-303. |
| [2] | ORTLEK H G, ONAL L. Comparative study on the characteristics of knitted fabrics made of vortex-spun viscose yarns[J]. Fibers and Polymers, 2008,9(2):194-199. |
| [3] | 邹专勇, 俞建勇, 薛文良, 等. 喷气涡流纺喷嘴内部三维流场的数值研究[J]. 纺织学报, 2008,29(2):86-89. |
| ZOU Zhuanyong, YU Jianyong, XUE Wenliang, et al. Numerical study of three-dimensional flow field inside thenozzle of air jet vortex spinning[J]. Journal of Textile Research, 2008,29(2):86-89. | |
| [4] | LI M, YU C, SHANG S. Effect of vortex tube structure on yarn quality in vortex spinning machine[J]. Fibers and Polymers 2014,15(8):1786-1791. |
| [5] | 邹专勇, 俞建勇, 薛文良, 等. 喷气涡流纺工艺参数对气流场影响的数值计算[J]. 纺织学报, 2008,29(4):32-36. |
| ZOU Zhuanyong, YU Jianyong, XUE Wenliang, et al. Numerical computation of flow filed affected by process parameters in air jet vortex spinning machine[J]. Journal of Textile Research, 2008,29(4):32-36. | |
| [6] | 陈洪立, 李炯, 金玉珍, 等. 空心锭结构参数对喷气涡流纺内流场的影响[J]. 纺织学报, 2017,38(12):135-140. |
| CHEN Hongli, LI Jiong, JIN Yuzhen, et al. Influence of hollow spindle structure parameters on flow field of air jetvortex spinning[J]. Journal of Textile Research, 2017,38(12):135-140. | |
| [7] | KUTHALAM E S, SENTHILKUMAR P. Effect of fiber fineness and spinning speed on polyester vortex spun yarn properties[J]. Fibres & Textiles in Eastern Europe, 2013, 21, 5(101):35-39. |
| [8] | NAZAN Erdumlu, BULENT Ozipek. Effect of the draft ratio on the properties of vortex spun yarn[J]. Fibres & Textiles in Eastern Europe, 2010,18(3):38-42. |
| [9] | ORTLEK H G, ULKU S. Effect of some variables on properties of 100% cotton vortex spun yarn[J]. Textile Research Journal, 2005,75(6):458-461. |
| [10] | HAN C, XUE W, CHENG L, et al. Theoretical analysis of the yarn fracture mechanism of self-twist jet vortex spinning[J]. Textile Research Journal, 2017,87(11):1394-1402. |
| [11] | HAN C, XUE W, CHENG L, et al. Comparative analysis of different jet vortex spinning hollow spindle groove structures on yarn mechanism and yarn properties[J]. Textile Research Journal, 2016,86(19):2022-2031. |
| [12] | THILAGAVATHI G, MUTHUKUMAR N, KUMAR K V, et al. Physical and thermal comfort properties of viscose fabrics made from vortex and ring spun yarns[J]. The Institution of Engineers (India): Series E, 2016,98(1):65-70. |
| [13] | MONTSERRAT S, ROMAN F, COLOMER P. Study of the crystallization and melting region of pet and pen and their blends by TMDSC[J]. Journal of Thermal Analysis and Calorimetry, 2003,72:657-666. |
| [1] | 何建, 裴泽光, 周健, 熊祥章, 吕海辰. 喷气涡流纺金属丝包芯纱成纱过程的在线观测与分析[J]. 纺织学报, 2019, 40(05): 136-143. |
| [2] | 郭臻, 李新荣, 卜兆宁, 袁龙超. 喷气涡流纺中纤维运动的三维数值模拟[J]. 纺织学报, 2019, 40(05): 131-135. |
| [3] | 尚珊珊, 郁崇文, 杨建平, 钱希茜. 喷气涡流纺纺纱过程中的气流场数值模拟[J]. 纺织学报, 2019, 40(03): 160-167. |
| [4] | 刘春丽 陈慰来 梁佳琦. 废纺再生毡基材料的制备及其性能[J]. 纺织学报, 2018, 39(11): 56-60. |
| [5] | 姚江薇 邹专勇 闫琳琳 卫国 唐佩君. 喷气涡流纺纱线拉伸断裂强力预测模型构建与验证[J]. 纺织学报, 2018, 39(10): 32-37. |
| [6] | 闫琳琳 邹专勇 卫国 程隆棣. 基于螺旋导引槽空心锭子的喷气涡流纺加捻腔流场模拟[J]. 纺织学报, 2018, 39(09): 139-145. |
| [7] | 张岩 裴泽光 陈革. 喷气涡流纺金属丝包芯纱的制备及其结构与性能[J]. 纺织学报, 2018, 39(05): 25-31. |
| [8] | 韩晨晨 程隆棣 高卫东 薛元 杨瑞华. 基于有限元模型的喷气涡流纺纤维运动轨迹模拟[J]. 纺织学报, 2018, 39(02): 32-37. |
| [9] | 袁龙超 李新荣 郭臻 蒋秀明. 喷气涡流纺喷嘴结构对流场影响的研究进展[J]. 纺织学报, 2018, 39(01): 169-178. |
| [10] | 韩晨晨 程隆棣 高卫东 薛元 薛文良 杨瑞华 . 传统型与自捻型喷气涡流纺的对比[J]. 纺织学报, 2018, 39(01): 25-31. |
| [11] | 陈洪立 李炯 金玉珍 武传宇 胡旭东. 空心锭结构参数对喷气涡流纺内流场的影响[J]. 纺织学报, 2017, 38(12): 135-140. |
| [12] | 谷有众 高卫东 卢雨正 刘建立 杨瑞华. 应用遗传算法优化支持向量回归机的喷气涡流纺纱线质量预测[J]. 纺织学报, 2016, 37(07): 142-148. |
| [13] | 周金香 邹专勇 黄建光 许梦露 陈佳慧 金亚琪 张莲莲. 喷气涡流纺成纱工艺对色纺竹浆纤维针织物性能的影响[J]. 纺织学报, 2015, 36(06): 30-36. |
| [14] | 邹专勇. 喷气涡流纺成纱工艺对竹浆纤维色纺纱性能的影响[J]. 纺织学报, 2014, 35(2): 23-0. |
| [15] | 尚珊珊 郁崇文. 喷气涡流纺涡流管喷孔工艺的实验研究[J]. 纺织学报, 2013, 34(6): 34-39. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号