纺织学报 ›› 2019, Vol. 40 ›› Issue (05): 30-35.doi: 10.13475/j.fzxb.20180600206
郭明瑞, 李沛赢, 孙丰鑫, 高卫东( )
)
GUO Mingrui, LI Peiying, SUN Fengxin, GAO Weidong()
摘要:
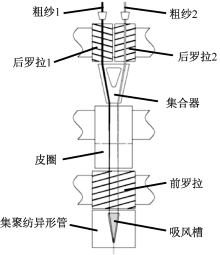
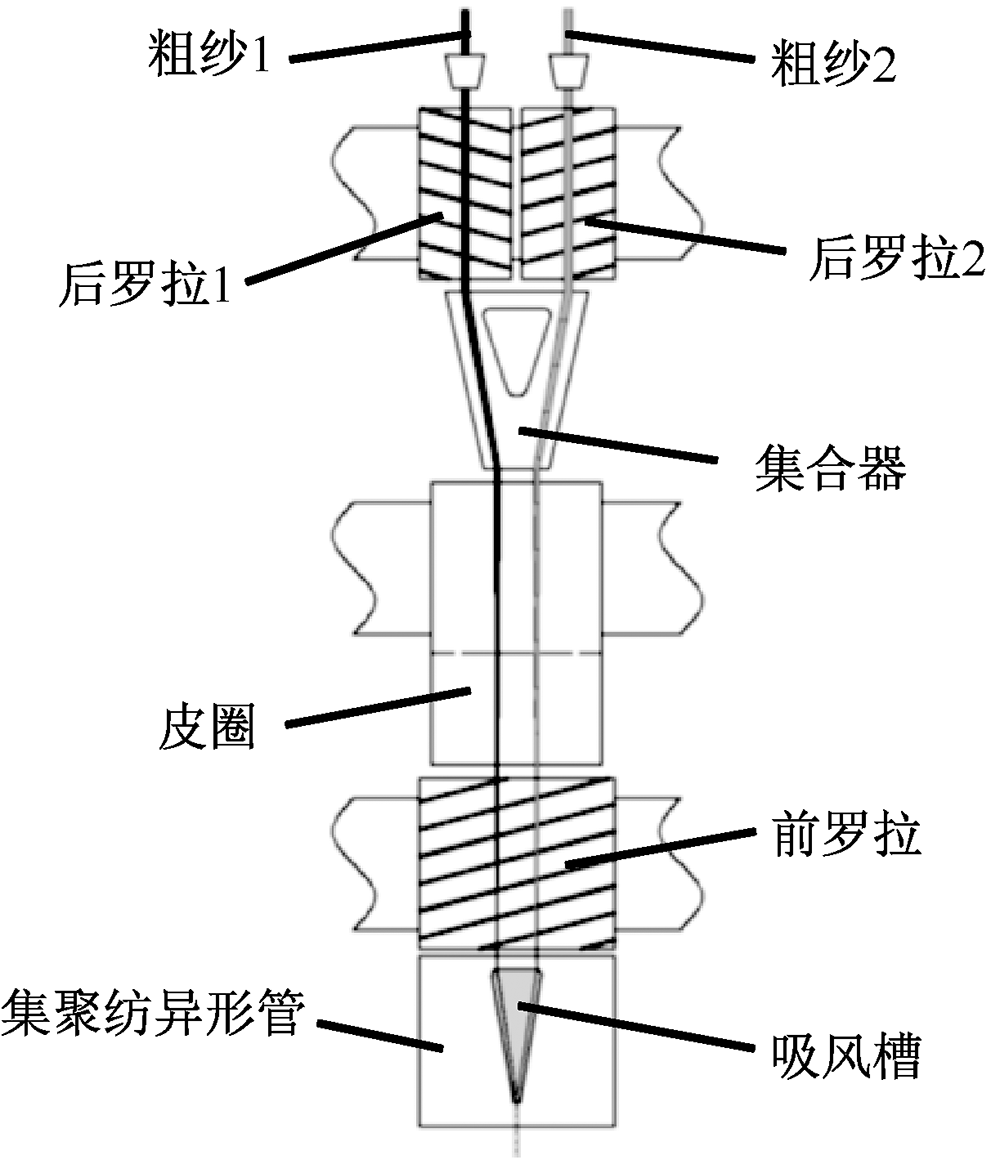
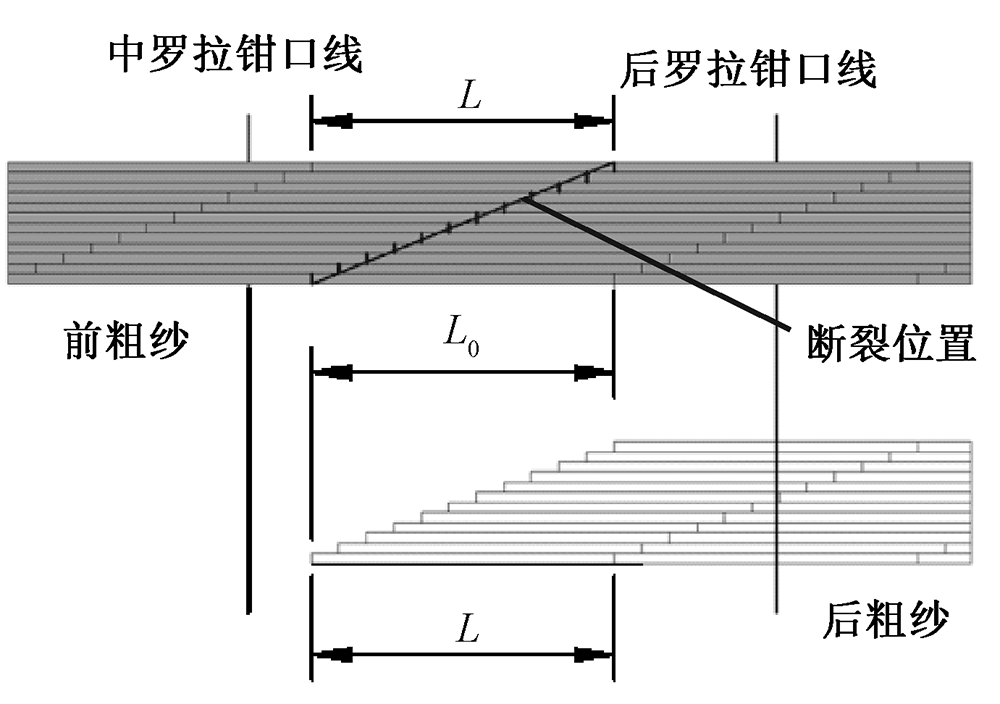
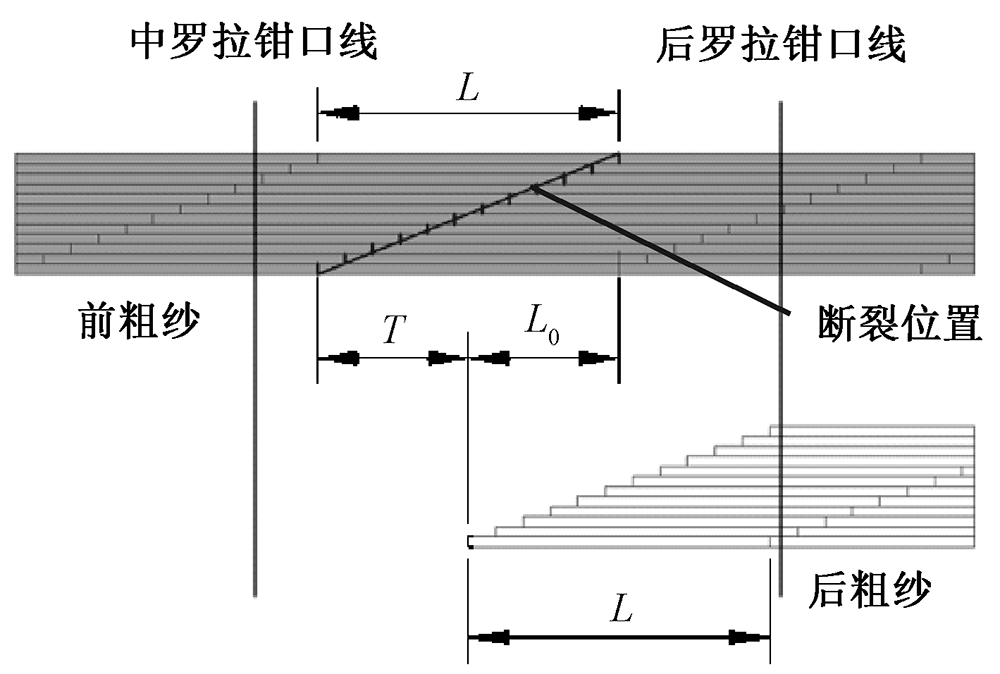
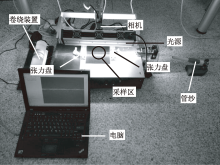
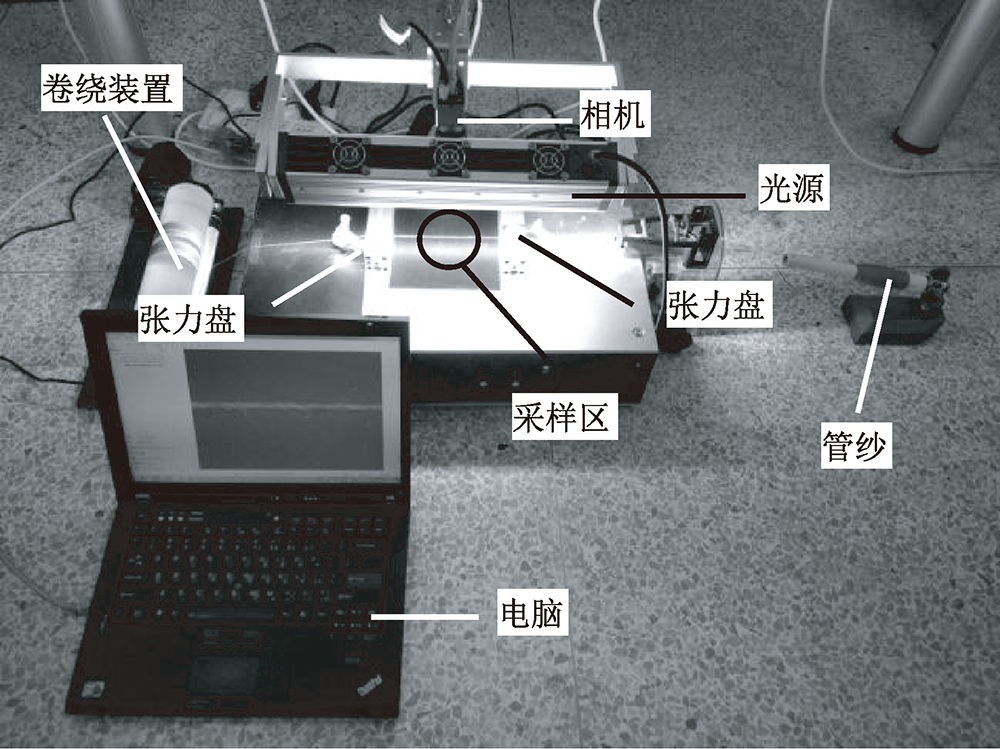
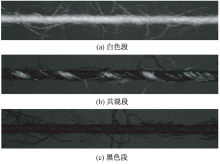
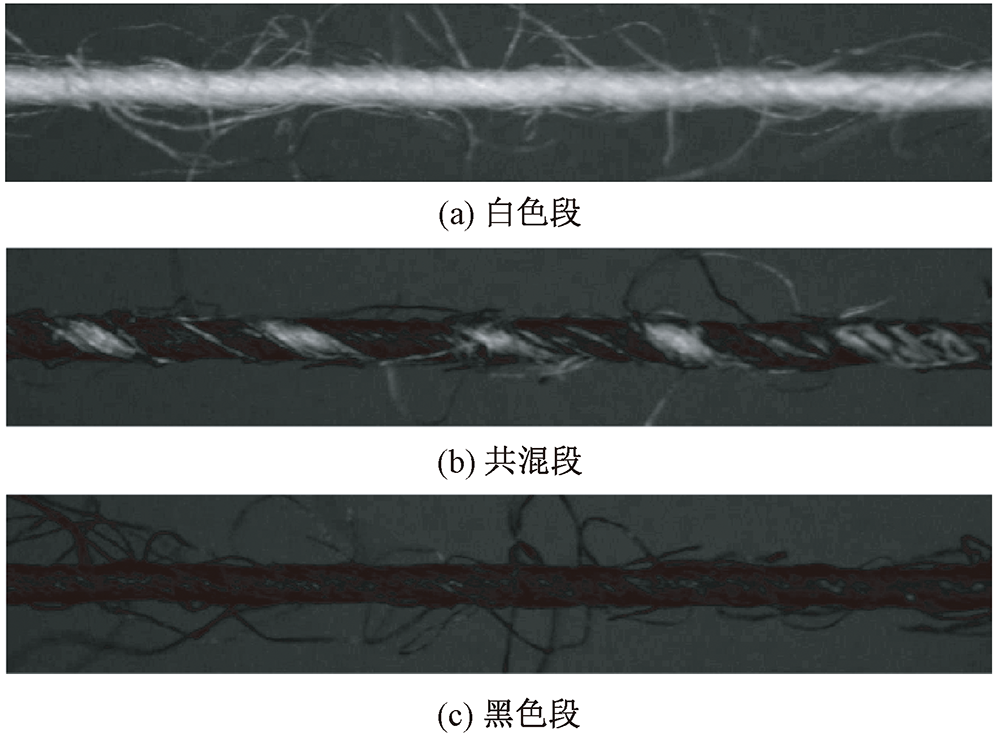
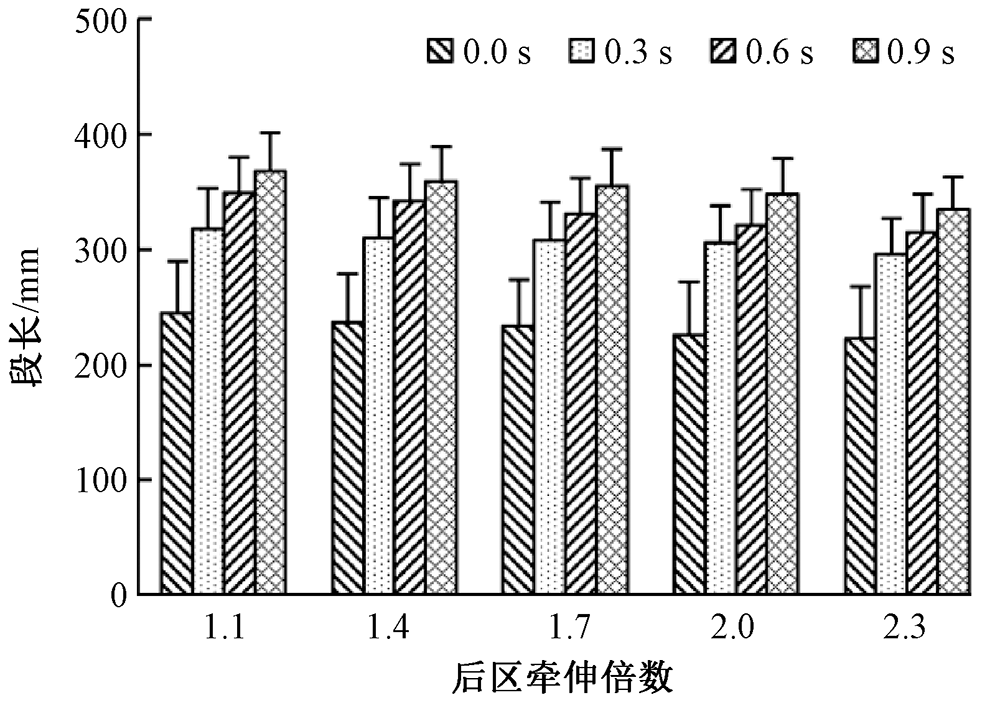
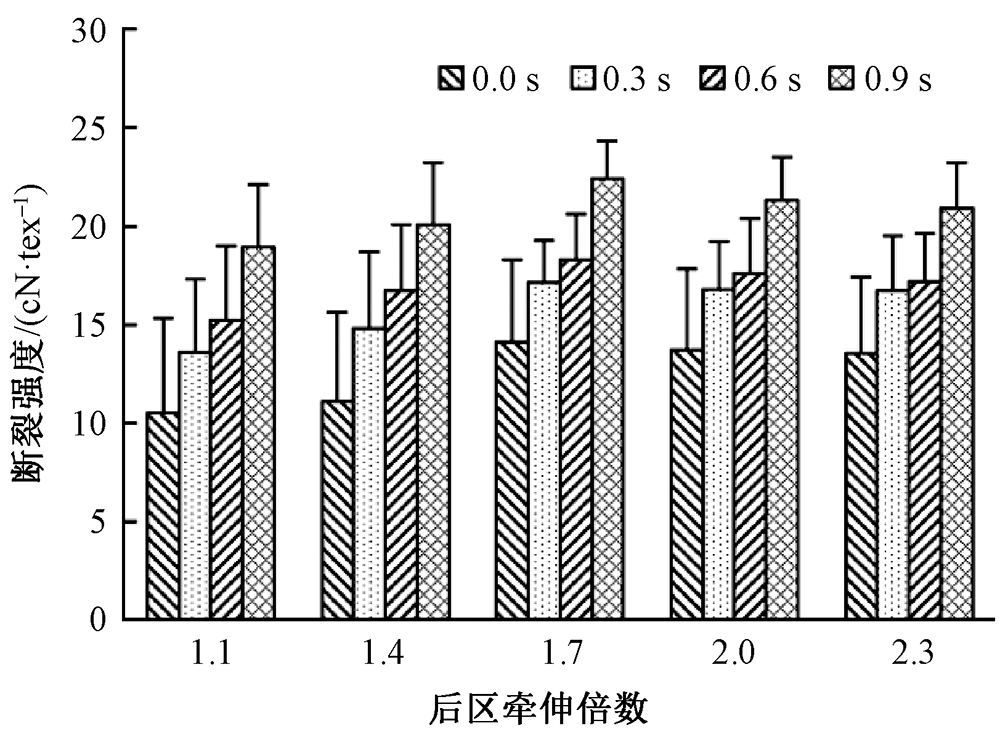
为纺制恒线密度双色变换段彩纱,找出双色变换段彩纱共混段长度、强度的影响因素及规律,采用双通道环锭纺技术纺制双色变换段彩纱。分析了双色变换段彩纱共混段的成纱机制。同时,借助纱线连续采集装置采集连续纱线图片,结合人工识别,测出双色变换段彩纱共混段长度。研究了后区牵伸倍数和粗纱喂入提前量对共混段长度及强力的影响规律。结果表明:共混段长度随着粗纱喂入提前量的增大而增大,随着后区牵伸的增大略有减小;共混段强度随着粗纱喂入提前量增大而增大,本文实验条件下,后区牵伸倍数从1.1增大至2.3,共混段强度最大值出现在后区牵伸倍数为1.7时。
中图分类号:
| [1] | 桂亚夫. 色纺生产工艺流程与新型花式纱线开发[J]. 棉纺织技术, 2017,45(5):1-4. |
| GUI Yafu. Color spun production processing and new fancy yarn development[J]. Cotton Textile Technology, 2017,45(5):1-4. | |
| [2] | 詹霞, 张毅. 段彩纱纺纱风格的探讨[J]. 纺织导报, 2016(2):43-45. |
| ZHAN Xia, ZHANG Yi. On spinning different styles of segment colored yarn[J].China Textile Leader, 2016(2):43-45. | |
| [3] | 章友鹤, 赵连英, 周济恒. CCZ系列花式纱装置在生产花式竹节纱与段彩纱上的应用[J]. 现代纺织技术, 2015,23(5):50-54. |
| ZHANG Youhe, ZHAO Lianying, ZHOU Jiheng. Application of CCZ series fancy yarn device to produce fancy slubby yarn and segment color yarn[J]. Advanced Textile Technology, 2015,23(5):50-54. | |
| [4] | 赵慧, 叶静. 彩涤/棉纤维段彩纱的工艺研究[J]. 轻纺工业与技术, 2010,39(4):5-6, 21. |
| ZHAO Hui, YE Jing. Technology research of colored polyester/cotton segment-color yarn[J]. Textile Science and Technology, 2010,39(4):5-6, 21. | |
| [5] | 程四新, 阮浩芬. 棉和粘纤混纺段彩纱的生产实践[J]. 现代纺织技术, 2014,22(2):29-31. |
| CHENG Sixin, RUAN Haofen. Production practice of cotton and viscose blended segment color yarn[J]. Advanced Textile Technology, 2014,22(2):29-31. | |
| [6] | 刘红群, 李国锋, 黄机质. 改善纯棉普梳段彩纱条干水平的工艺实践[J]. 棉纺织技术, 2015,43(2):7-11. |
| LIU Hongqun, LI Guofeng, HUANG Jizhi. Technology practice of improving pure cotton carded segment color yarn evenness level[J]. Cotton Textile Technology, 2015,43(2):7-11. | |
| [7] | 王学元. 段彩纱质量控制技术的探讨[J]. 纺织器材, 2015,42(5):33-37. |
| WANG Xueyuan. Probing into quality control technology of segment colored yarn[J]. Textile Accessories, 2015,42(5):33-37. | |
| [8] | 张洪, 谢春萍, 张昀, 等. 段彩竹节纱纺制工艺探讨[J]. 棉纺织技术, 2012,40(3):15-18. |
| ZHANG Hong, XIE Chunping, ZHANG Yun, et al. Discussion of spinning section-color slub yarn[J]. Cotton Textile Technology, 2012,40(03):15-18. | |
| [9] | 史晶晶, 陈伟雄, 薛元, 等. 后区牵伸对等线密度棉段彩纱性能的影响[J]. 纺织学报, 2013,34(6):30-33. |
| SHI Jingjing, CHEN Weixiong, XUE Yuan, et al. Effect of back zone draft on physical properties of segment colored cotton yarn with constant linear density[J]. Journal of Textile Research, 2013,34(6):30-33. | |
| [10] | 高卫东, 郭明瑞, 薛元, 等. 基于环锭纺的数码纺纱方法[J]. 纺织学报, 2016,37(7):44-48. |
| GAO Weidong, GUO Mingrui, XUE Yuan, et al. Digital spinning method developed from ring spinning[J]. Journal of Textile Research, 2016,37(7):44-48. | |
| [11] | SU C I, JIANG J Y. Fine count yarn spun with a high draft ratio[J]. Textile Research Journal, 2004,74(2):123-126. |
| [12] | YASEMIN A K, HASSANA M B. Relationship between fiber fineness, break draft, and drafting force in roller drafting[J]. Textile Research Journal, 2004,74(5):405-408. |
| [13] | SU C I, FANG J X. Optimum drafting conditions of non-circular polyester and cotton blend yarns[J]. Textile Research Journal, 2006,76(6):441-447. |
| [1] | 张婷婷, 薛元, 徐志武, 于健, 陈连光. 三通道数码纺混色纱色谱体系构建及其彩色纱性能分析[J]. 纺织学报, 2019, 40(09): 48-55. |
| [2] | 赵洋洋, 薛元, 刘曰兴, 张国清. 竹节纱粗细节形成机制及其纺纱工艺比较[J]. 纺织学报, 2019, 40(03): 39-43. |
| [3] | 林惠婷, 高备, 张玉泽, 史倩倩, 汪军. 转杯纺旁路通道设计对成纱质量的影响[J]. 纺织学报, 2019, 40(02): 153-158. |
| [4] | 顾燕, 薛元, 杨瑞华, 高卫东, 刘曰兴, 张国清. 三通道数码纺段彩纱的纺纱原理及其性能[J]. 纺织学报, 2019, 40(01): 46-51. |
| [5] | 钟智丽 王玉新. 聚丙烯长丝/芳纶包缠纱捻度的优化[J]. 纺织学报, 2014, 35(6): 40-0. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号