纺织学报 ›› 2019, Vol. 40 ›› Issue (11): 168-174.doi: 10.13475/j.fzxb.20180604807
王晓晖( ), 刘月刚, 孟婥, 孙以泽
), 刘月刚, 孟婥, 孙以泽
WANG Xiaohui(), LIU Yuegang, MENG Zhuo, SUN Yize
摘要:
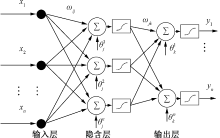
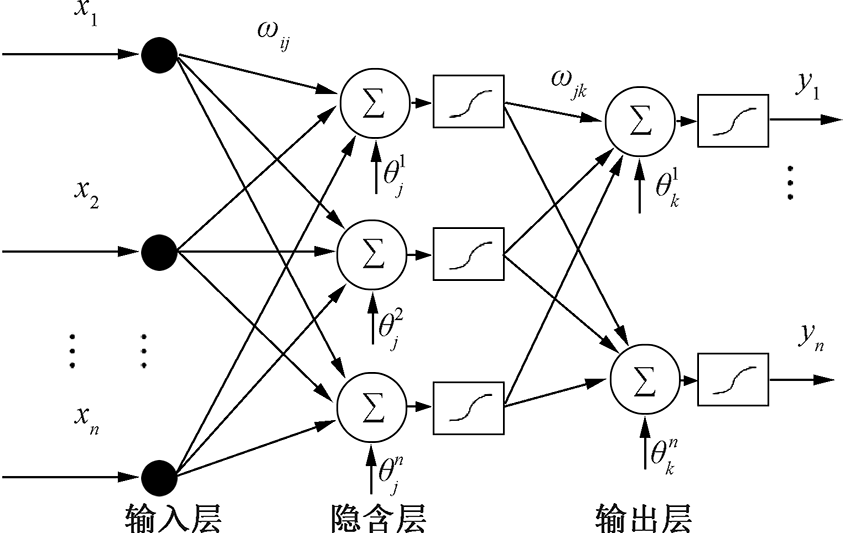
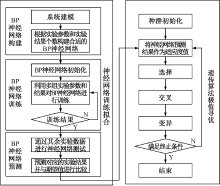
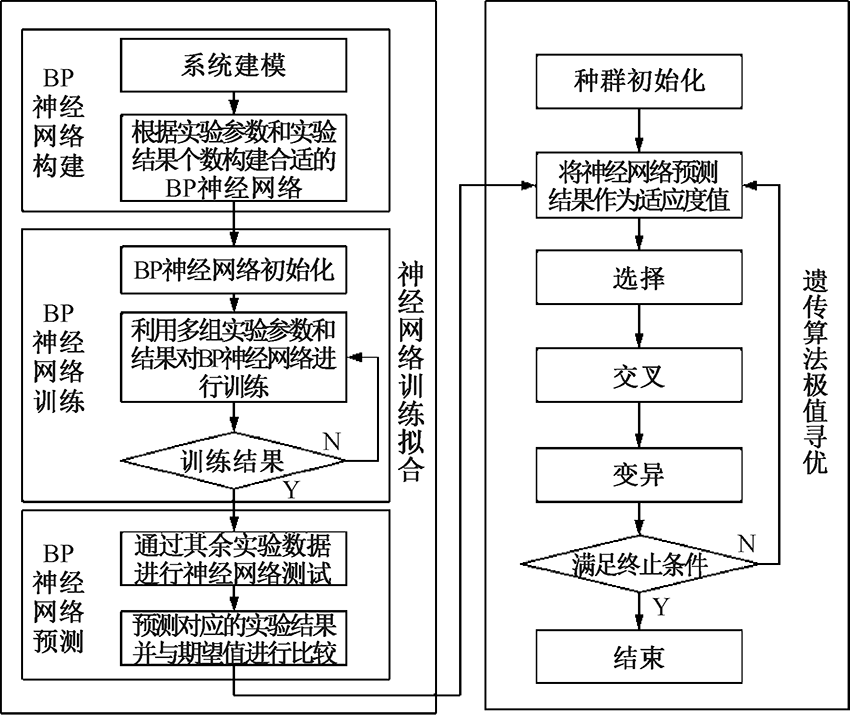
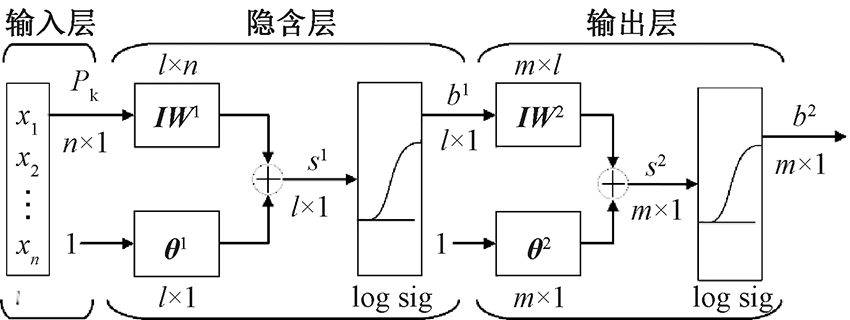
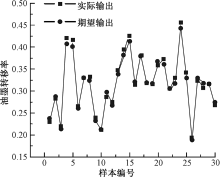
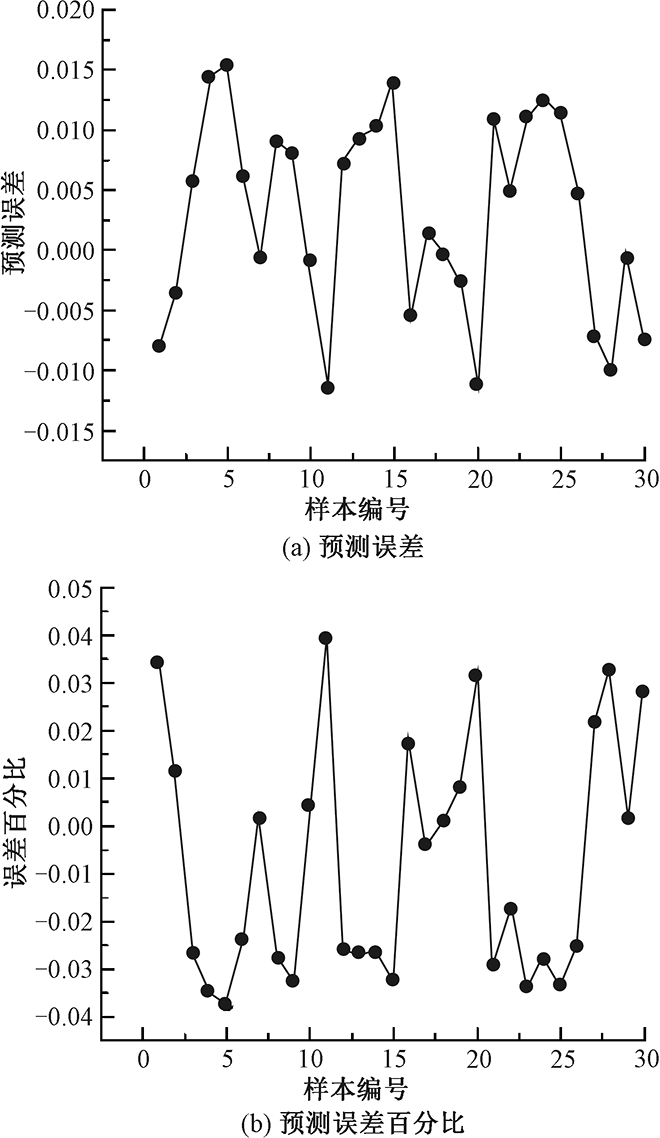
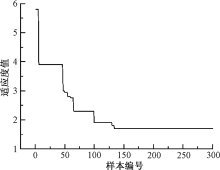
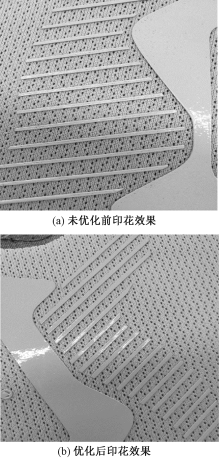
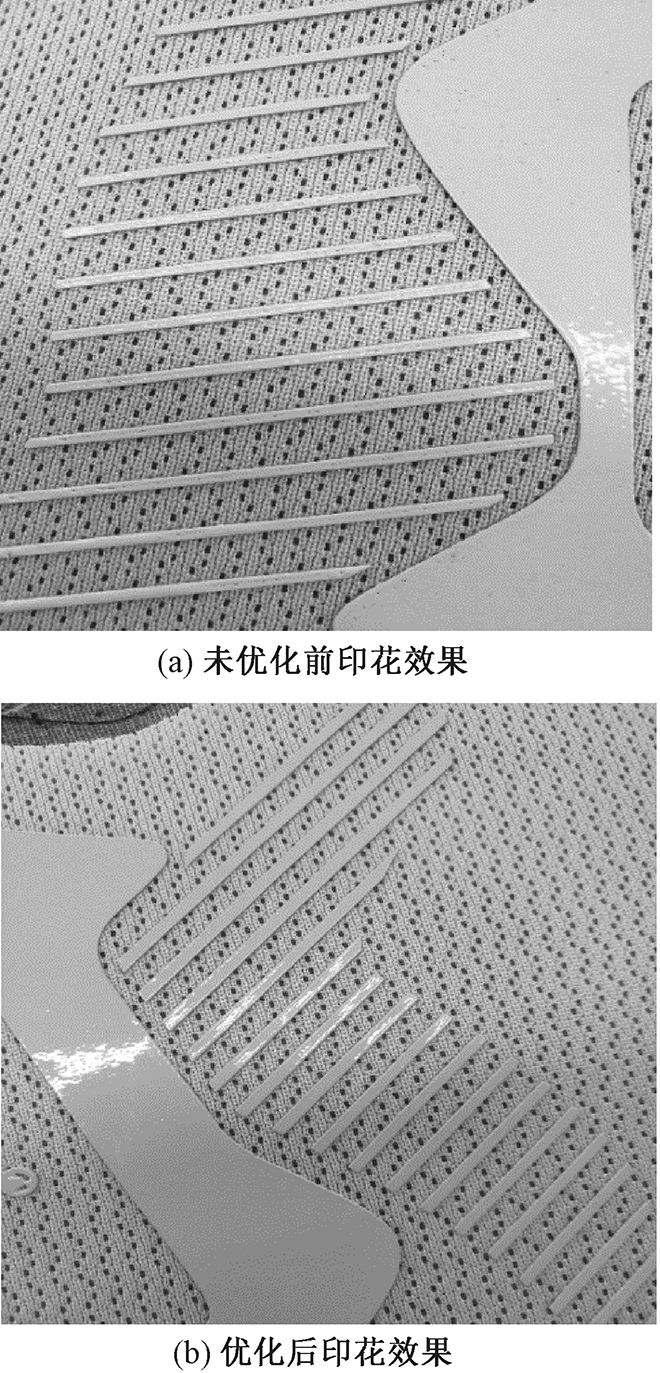
针对3D增材印花工艺中刮刀压力、刮印速度、刮刀角度和油墨黏度等参数的组合对印花质量存在较大影响,但实际生产中各工艺参数组合无法实现最优这一问题,利用附加动量法改进下的BP神经网络构建3D增材印花工艺模型,通过实验参数对模型进行训练,确定工艺参数和印花质量间的非线性关系。利用遗传算法对该非线性函数进行极值寻优,从而得到3D增材印花工艺的最优参数组合:印花压力为4 800N,刮印角度为18°,刮印速度为400 mm/s,油墨黏度为170.5 Pa·s,该模型预测误差基本稳定在0.01范围之内。利用优化前后的参数进行对比实验,结果证明该算法可以实现3D增材印花工艺的质量预测和参数寻优,从而提升印花质量,缩短产品开发时间。
中图分类号:
| [1] | 徐建国. 中国印刷产业的现状及发展趋势[J]. 印刷工业, 2017(5):46-47. |
| XU Jianguo. The current situation and development trend of China's printing industry[J]. Printing Industry, 2017(5):46-47. | |
| [2] |
NATALJA Fjodorova, MARJANA Novic. Searching for optimal setting conditions in technological processes using parametric estimation models and neural network mapping approach: a tutorial[J]. Analytica Chimica Acta, 2015,891:90-100.
doi: 10.1016/j.aca.2015.06.020 pmid: 26388367 |
| [3] | 李婧伟, 唐正宁, 王志宏. 基于印制电路板精细丝网印刷过程的数学模型研究[J]. 包装工程, 2008,29(2):94-95. |
| LI Jingwei, TANG Zhengning, WANG Zhihong. Study of the mathematical model for fine screen printing process of print circuit board[J]. Packaging Engineering, 2008,29(2):94-95. | |
| [4] | 付尧建, 钱军浩. 基于柔性版最大印刷压力的数字模型研究[J]. 包装工程, 2013(17):120-123. |
| FU Yaojian, QIAN Junhao. Digital model of maximum printing pressure for flexographic plate[J]. Packaging Engineering, 2013(17):120-123. | |
| [5] | 徐洋, 朱治潮, 盛晓伟. 基于机器视觉的鞋面特征点自动识别改进方法[J]. 纺织学报, 2019,40(3):168-174. |
| XU Yang, ZHU Zhichao, SHENG Xiaowei, et al. Improvement recognition method of vamp's feature points based on machine vision[J]. Journal of Textile Research, 2019,40(3):168-174. | |
| [6] | 李淑娟, 陈文彬. 基于神经网络和遗传算法的三维打印工艺参数优化[J]. 机械科学与技术, 2014,33(11):1688-1693. |
| LI Shujuan, CHEN Wenbin. Optimization of the 3D printing parameters based on the neural networks and genetic algorithm[J]. Mechanical Science and Technology for Aerospace Engineering, 2014,33(11):1688-1693. | |
| [7] | 左硕. 运动鞋面机器印花工艺参数优化研究[D]. 上海:东华大学, 2017:27-30. |
| ZUO Shuo. Optimization research of process parameters for machine screen printing on shoes-upper[D]. Shanghai: Donghua University, 2017:27-30. | |
| [8] | 许小颖, 周盼, 王宽. 基于神经网络和遗传算法的系泊优化设计[J]. 中国舰船研究, 2017,12(5):97-103. |
| XU Xiaoying, ZHOU Pan, WANG Kuan. Mooring optimization design based on neural network and genetic algorithm[J]. Chinese Journal of Ship Research, 2017,12(5):97-103. | |
| [9] | 张德丰. MATLAB神经网络编程[M]. 北京: 化学工业出版社, 2011: 23-46. |
| ZHANG Defeng. MATLAB Neural Network Programming[M]. Beijing: Chemical Industry Press, 2011: 23-46. | |
| [10] | REBEKA Fijan, MICHELE Basile, ROMANO Lapasin, et al. Rheological properties of printing pastes and their influence on quality-determining parameters in screen printing of cotton with reactive dyes using recycled polysaccharide thickeners[J]. Carbohydrate Polymers, 2009,78:25-35. |
| [11] | JASPER J MICHELS, SUZANNE H P M de Winter, LAURENCE H G Symonds. Process optimization of gravure printed light-emitting polymer layers by a neural network approach[J]. Organic Electronics, 2009,10:1495-1504. |
| [12] | 曾军亮, 王荣吉, 冯晓欣. 基于神经网络和遗传算法的工艺参数优化[J]. 塑料, 2013(5):106-109. |
| ZENG Junliang, WANG Rongji, FENG Xiaoxin. Optimization of process parameters based on neural network and genetic algorithm[J]. Plastics, 2013(5):106-109. | |
| [13] | WANG Yacheng, LI Peibo, SUN Zhijun, et al. A model of screen reaction force for the 3D additive screen printing[J]. Journal of The Textile Institute, 2018,109(8):1000-1007. |
| [1] | 谢子昂, 杜劲松, 赵国华. 衬衫吊挂流水线的自适应动态调度[J]. 纺织学报, 2020, 41(10): 144-149. |
| [2] | 张晓侠, 刘凤坤, 买巍, 马崇启. 基于BP 神经网络及其改进算法的织机效率预测[J]. 纺织学报, 2020, 41(08): 121-127. |
| [3] | 黄珍珍, 莫碧贤, 温李红. 基于遗传算法及仿真技术的服装生产流水线平衡[J]. 纺织学报, 2020, 41(07): 154-159. |
| [4] | 郑小虎, 鲍劲松, 马清文, 周衡, 张良山. 基于模拟退火遗传算法的纺纱车间调度系统[J]. 纺织学报, 2020, 41(06): 36-41. |
| [5] | 莫帅, 冯战勇, 唐文杰, 党合玉, 邹振兴. 基于神经网络和遗传算法的锭子弹性管性能优化[J]. 纺织学报, 2020, 41(04): 161-166. |
| [6] | 黄淇, 周其洪, 张倩, 王绍宗, 范伟, 孙会丰. 基于系统布置设计-遗传算法的纱线浸染生产线布局优化[J]. 纺织学报, 2020, 41(03): 84-90. |
| [7] | 张旭靖, 王立川, 陈雁. 基于遗传算法的服装缝制生产线平衡优化[J]. 纺织学报, 2020, 41(02): 125-129. |
| [8] | 孟朔 潘如如 高卫东 王静安 周利军. 采用主目标进化遗传算法的织造排程研究[J]. 纺织学报, 2019, 40(08): 169-174. |
| [9] | 周贤 王英 陈建能 汪锐 陶德华. 缫丝机卷绕机构参数优化及其试验验证[J]. 纺织学报, 2019, 40(06): 97-105. |
| [10] | 查刘根, 谢春萍. 应用四层BP神经网络的棉纱成纱质量预测[J]. 纺织学报, 2019, 40(01): 52-56. |
| [11] | 巫莹柱 单颖法 黄伯熹 林广茂 梁家豪 张晓利. 聚对苯二甲酸丙二醇酯与聚对苯二甲酸丁二醇酯混纺纤维的智能识别[J]. 纺织学报, 2018, 39(09): 169-175. |
| [12] | 韩瑞叶 杨瑞华 薛元 高卫东. 数码转杯纺的Stearns-Noechel配色模型[J]. 纺织学报, 2017, 38(12): 27-32. |
| [13] | 张宁 潘如如 高卫东. 采用图像处理的织物缝纫平整度自动评估[J]. 纺织学报, 2017, 38(04): 145-150. |
| [14] | 宋楚平 李少芹. 应用改进遗传算法的自动配棉模型优化与应用[J]. 纺织学报, 2016, 37(09): 151-155. |
| [15] | 谷有众 高卫东 卢雨正 刘建立 杨瑞华. 应用遗传算法优化支持向量回归机的喷气涡流纺纱线质量预测[J]. 纺织学报, 2016, 37(07): 142-148. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号