纺织学报 ›› 2023, Vol. 44 ›› Issue (12): 50-57.doi: 10.13475/j
缪璐璐1, 董正梅1,2, 朱繁强1, 荣慧3, 何林伟4, 郑国全4, 邹专勇1( )
)
MIAO Lulu1, DONG Zhengmei1,2, ZHU Fanqiang1, RONG Hui3, HE Linwei4, ZHENG Guoquan4, ZOU Zhuanyong1()
摘要:
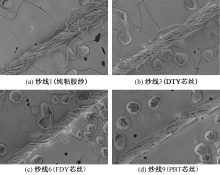
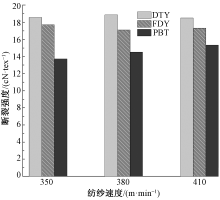
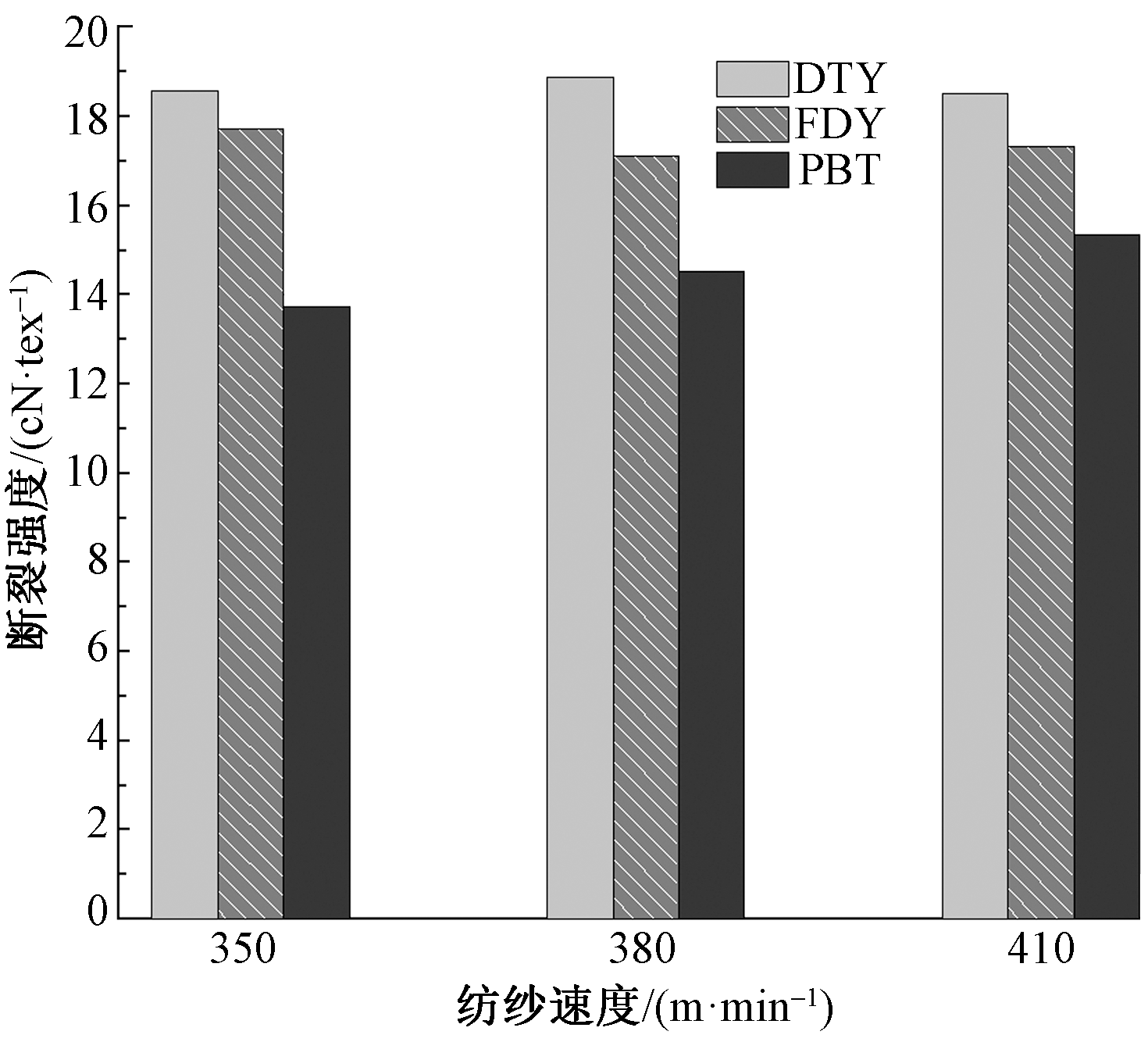
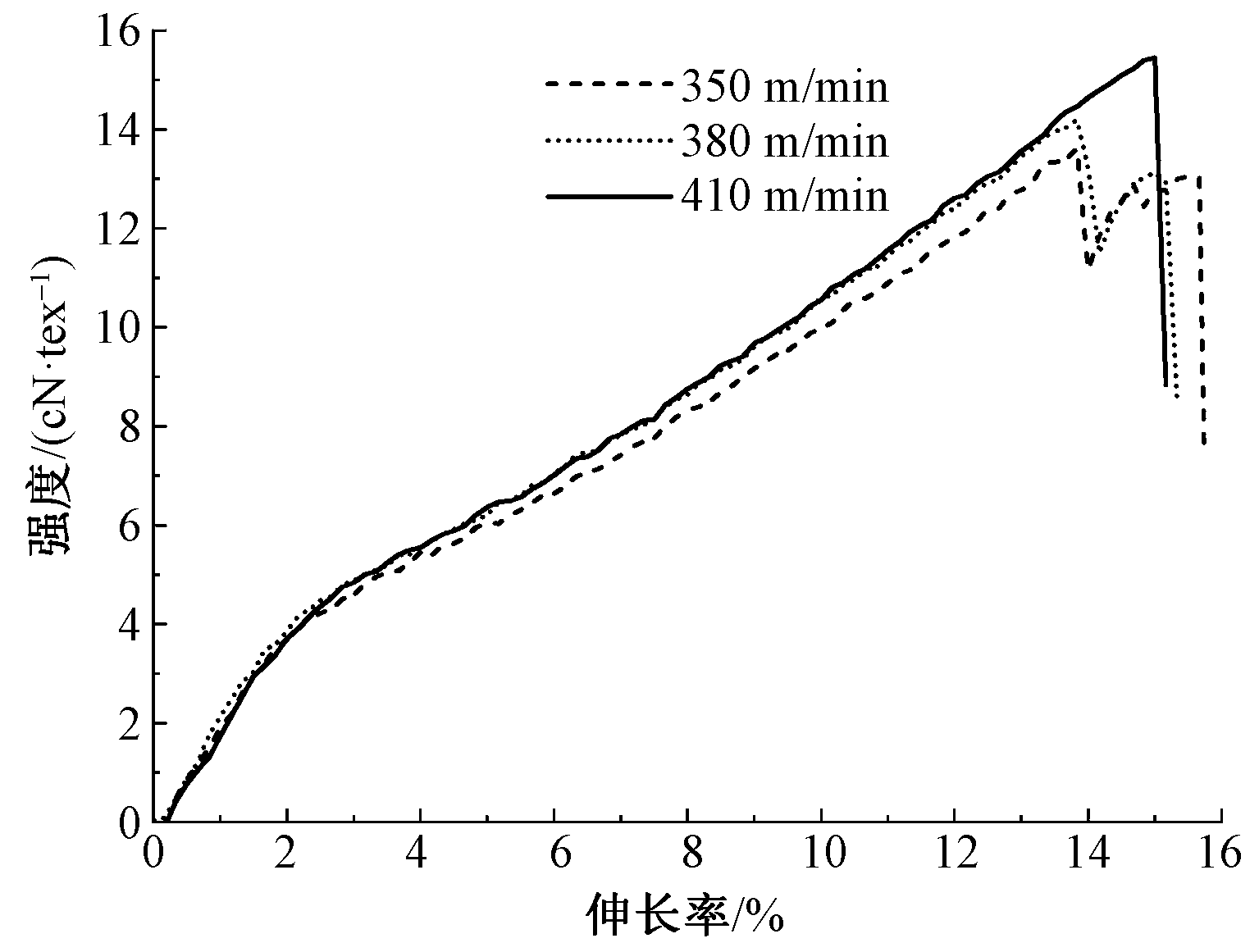
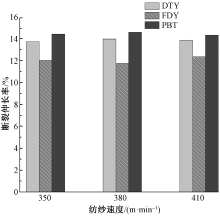
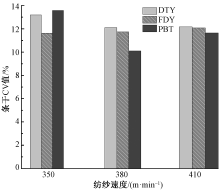
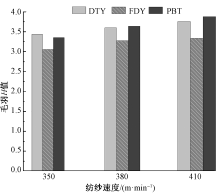
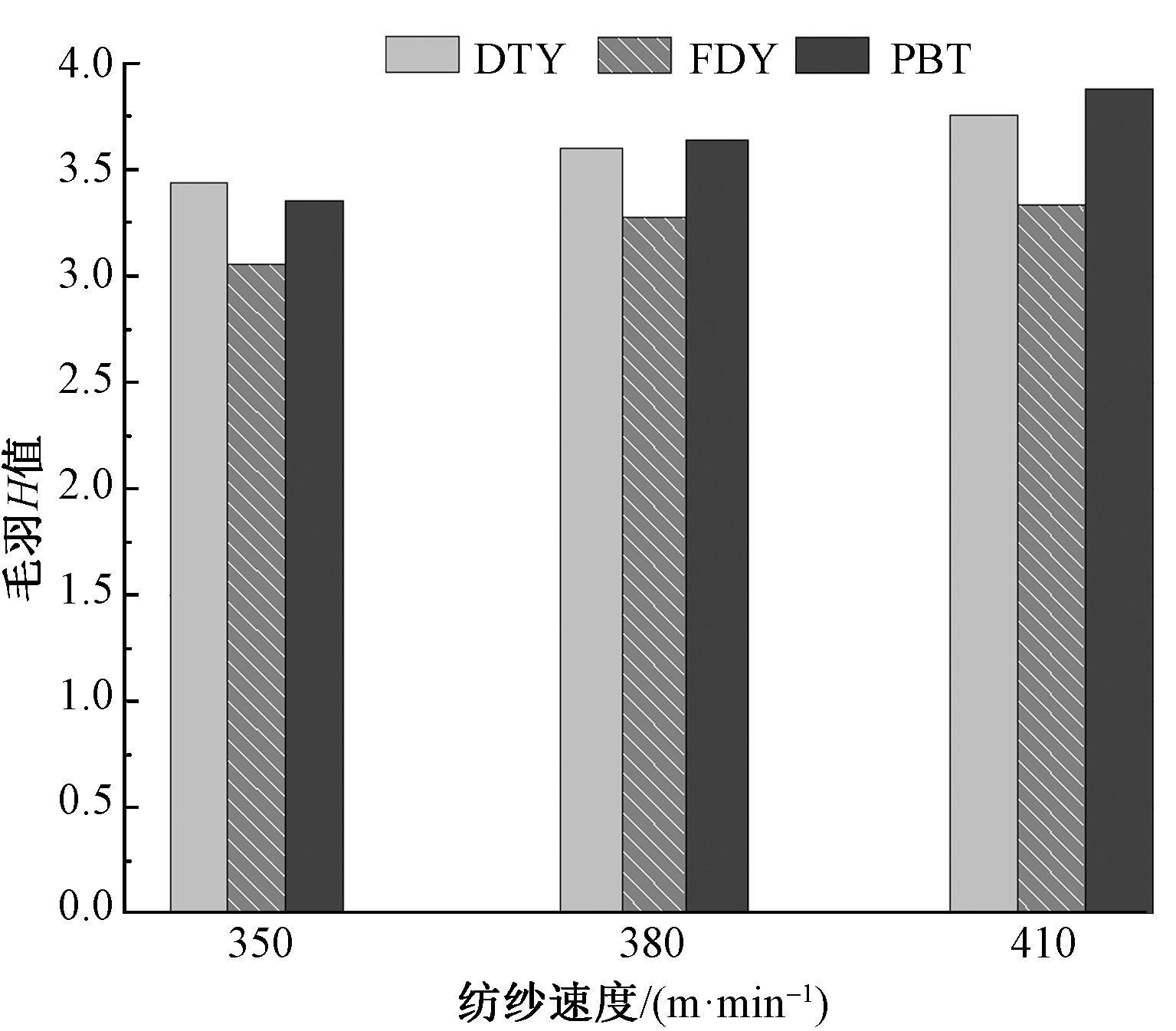
为制备结构性能优良的喷气涡流纺包芯纱,以粘胶短纤维作为外包纤维,不同种类聚酯长丝(涤纶拉伸变形丝(DTY)、涤纶全拉伸丝(FDY)和聚对苯二甲酸丁二酯纤维长丝(PBT))为芯丝制备喷气涡流纺包芯纱。比较分析了不同种类芯丝喷气涡流纺包芯纱与纯粘胶喷气涡流纱的性能差别,并采用双因素方差分析法探究了芯丝种类与纺纱速度对包芯纱强伸性、条干CV值和毛羽H值的影响情况。研究结果表明:相较于不含芯丝的喷气涡流纺纱线,包芯纱的力学性能明显提升,毛羽H值有所降低;芯丝种类是影响喷气涡流纺包芯纱性能的主要因素,对断裂强度、断裂伸长率和毛羽H值影响极为显著,以DTY为芯丝的包芯纱断裂强度最大,以PBT为芯丝的包芯纱断裂伸长率最大,以FDY为芯丝的包芯纱毛羽H值最低;纺纱速度仅对毛羽H值有显著性影响,3种包芯纱的毛羽H值都随纺纱速度的增大而增大,其中PBT包芯纱毛羽H值增长速率最快。
中图分类号:
| [1] | 倪俊瑶, 李煜斌, 范杰, 等. 含涤纶长丝包芯纱织物的折痕回复性能[J]. 毛纺科技, 2021, 49(7):1-6. |
| NI Junyao, LI Yubin, FAN Jie, et al. Crease recovery performance of fabric with polyester filament corespun yarn[J]. Wool Textile Journal, 2021, 49(7):1-6. | |
| [2] | BEGUM H A, KHAN M K R, RAHMAN M M. An overview on spinning mechanism, yarn structure and advantageous characteristics of vortex spun yarn and fabric[J]. Advances in Applied Sciences, 2018, 3(5): 58-64. |
| [3] | ORTLEK H G, ULKU S. Effects of spandex and yarn counts on the properties of elastic core-spun yarns produced on Murata vortex spinner[J]. Textile Research Journal, 2007, 77(6): 432-436. |
| [4] | 刘艳斌, 刘俊芳, 宋海玲. 喷气涡流纺涤纶包芯纱的开发[J]. 棉纺织技术, 2012, 40(6): 46-48. |
| LIU Yanbin, LIU Junfang, SONG Hailing. Development of air-jet vortex spinning polyester core-spun yarn[J]. Cotton Textile Technology, 2012, 40(6): 46-48. | |
| [5] | 张岩, 裴泽光, 陈革. 喷气涡流纺金属丝包芯纱的制备及其结构与性能[J]. 纺织学报, 2018, 39(5): 25-31. |
| ZHANG Yan, PEI Zeguang, CHEN Ge. Fabrication, structure and properties of vortex core-spun yarn containing metal wire[J]. Journal of Textile Research, 2018, 39(5): 25-31. | |
| [6] | PEI Z, WANG X, LI Z, et al. Effect of process and nozzle structural parameters on the wrapping quality of core-spun yarns produced on a modified vortex spinning system[J]. Textile Research Journal, 2021, 91(15/16): 1841-1856. |
| [7] | PEI Z, ZAHNG Y, CHEN G. A core-spun yarn containing a metal wire manufactured by a modified vortex spinning system[J]. Textile Research Journal, 2019, 89(1): 113-118. |
| [8] | 邹专勇, 缪璐璐, 董正梅, 等. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(8): 27-33. |
| ZOU Zhuanyong, MIAO Lulu, DONG Zhengmei, et al. Effect of air-jet vortex spinning process on properties of viscose/polyester core-spun yarns[J]. Journal of Textile Research, 2022, 43(8): 27-33. | |
| [9] | 樊理山, 来侃, 孙润军, 等. 三组分复合纱线的拉伸断裂特征与力学模型[J]. 纺织学报, 2010, 31(3): 36-39. |
| FAN Lishan, LAI Kan, SUN Runjun, et al. Tensile strength of tri-component composite yarn and its mechanical model[J]. Journal of Textile Research, 2010, 31(3): 36-39. | |
| [10] | 张赛, 张梅, 窦梅冉, 等. 有机棉暖姜纤维金黄连纤维喷气涡流纱的生产[J]. 棉纺织技术, 2021, 49(10): 55-58. |
| ZHANG Sai, ZHANG Mei, DOU Meiran, et al. Production of organic cotton warm ginger fiber Jinhuanglian fiber air jet vortex yarn[J]. Cotton Textile Technology, 2021, 49(10): 55-58. | |
| [11] | 刘杰. 棉/PBT长丝包芯纱工艺研究及牛仔面料开发[D]. 上海: 东华大学, 2016:1-4. |
| LIU Jie. Cotton/PBT filament core-spun yarn technology research and development of denim fabric[D]. Shanghai: Donghua University, 2016: 1-4. | |
| [12] | 李丹丹, 权利军, 金肖克, 等. 氨纶与双组分复合长丝/棉包芯纱的拉伸弹性[J]. 纺织学报, 2017, 38(5): 31-36. |
| LI Dandan, QUAN Lijun, JIN Xiaoke, et al. Tensile elasticity of spandex and bi-component filament/cotton core-spun yarn[J]. Journal of Textile Research, 2017, 38(5): 31-36. |
| [1] | 贾冰凡, 敖利民, 唐雯, 郑元生, 尚珊珊. 毛纱/锦纶长丝包覆纱的纺制及其性能与应用[J]. 纺织学报, 2023, 44(12): 58-66. |
| [2] | 范梦晶, 吴玲娅, 周歆如, 洪剑寒, 韩潇, 王建. 镀银聚酰胺6/聚酰胺6纳米纤维包芯纱电容传感器的构筑[J]. 纺织学报, 2023, 44(11): 67-73. |
| [3] | 贾丽萍, 黎明, 李威龙, 冉建华, 毕曙光, 李时伟. 基于长银纳米线的应变传感与电热双功能包芯纱的制备及其性能[J]. 纺织学报, 2023, 44(10): 113-119. |
| [4] | 张华, 刘帅, 杨瑞华. 长丝包覆复合包芯纱拉伸性能建模研究[J]. 纺织学报, 2023, 44(08): 57-62. |
| [5] | 王开, 王瑾, 牛丽, 陈超余, 马丕波. 棉/不锈钢丝包芯纱针织电路制备及其导电稳定性能[J]. 纺织学报, 2023, 44(07): 64-71. |
| [6] | 周歆如, 范梦晶, 胡铖烨, 洪剑寒, 刘永坤, 韩潇, 赵晓曼. 喷丝速率对连续水浴静电纺纳米纤维包芯纱结构与性能的影响[J]. 纺织学报, 2023, 44(06): 50-56. |
| [7] | 付驰宇, 徐傲, 齐硕, 王凯, 缪莹, 尚路路, 夏治刚. 形状记忆合金复合纱线及其面料驱动性能[J]. 纺织学报, 2023, 44(06): 91-97. |
| [8] | 史晶晶, 杨恩龙. 赛络纺棉/毛段彩纱结构及其性能[J]. 纺织学报, 2023, 44(03): 55-59. |
| [9] | 吴俊雄, 尉霞, 罗璟娴, 闫姣儒, 吴磊. 阻燃腈纶/芳纶包芯纱的制备及其紫外光稳定性[J]. 纺织学报, 2023, 44(03): 60-66. |
| [10] | 缪莹, 熊诗嫚, 郑敏博, 唐建东, 张慧霞, 丁彩玲, 夏治刚. 高光洁处理对聚酰亚胺短纤纱及其织物性能的影响[J]. 纺织学报, 2023, 44(02): 118-127. |
| [11] | 周歆如, 胡铖烨, 范梦晶, 洪剑寒, 韩潇. 双针头连续水浴静电纺的电场模拟及其纳米纤维包芯纱结构[J]. 纺织学报, 2023, 44(02): 27-33. |
| [12] | 李龙, 吴磊, 林思伶. 捻度对棉/氨纶/银丝包芯纱性能的影响[J]. 纺织学报, 2023, 44(01): 100-105. |
| [13] | 邹专勇, 缪璐璐, 董正梅, 郑国全, 付娜. 喷气涡流纺工艺对粘胶/涤纶包芯纱性能的影响[J]. 纺织学报, 2022, 43(08): 27-33. |
| [14] | 吴佳庆, 王迎, 郝新敏, 宫玉梅, 郭亚飞. 长丝喂入位置对赛络纺包芯纱结构与性能影响[J]. 纺织学报, 2021, 42(08): 64-70. |
| [15] | 杨瑞华, 潘博, 郭霞, 王利军, 李健伟. 环锭纺及转杯纺和喷气涡流纺混色纱的纤维混合效果研究[J]. 纺织学报, 2021, 42(07): 76-81. |
|
||
 京公网安备11010502044800号
京公网安备11010502044800号