纺织学报 ›› 2025, Vol. 46 ›› Issue (01): 154-162.doi: 10.13475/j.fzxb.20240500701
盛锡彬1, 赵崧灵1, 顾冰菲1,2,3( )
)
SHENG Xibin1, ZHAO Songling1, GU Bingfei1,2,3()
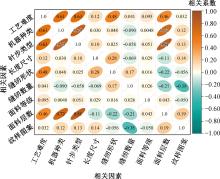
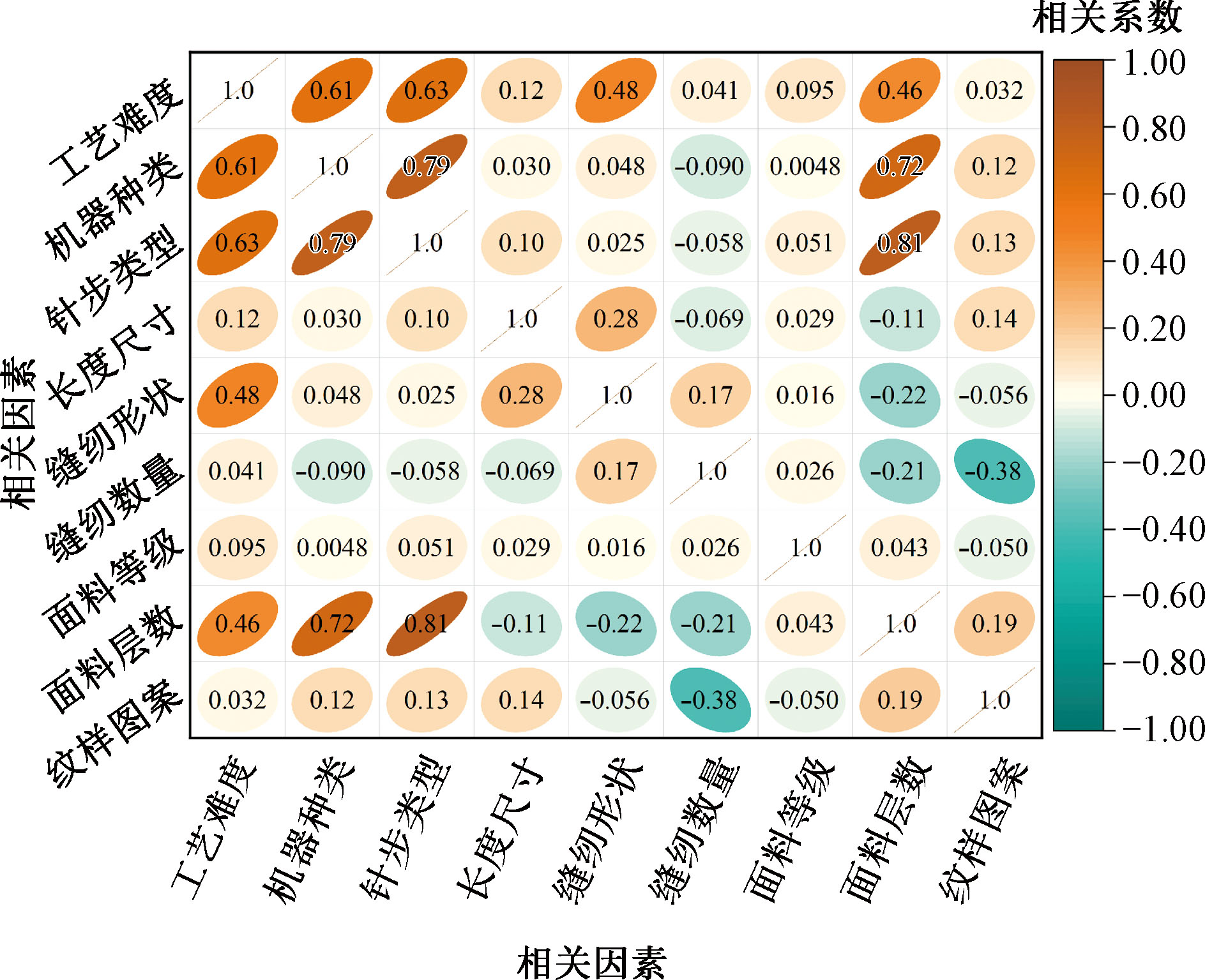
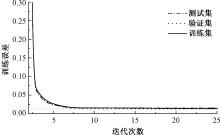
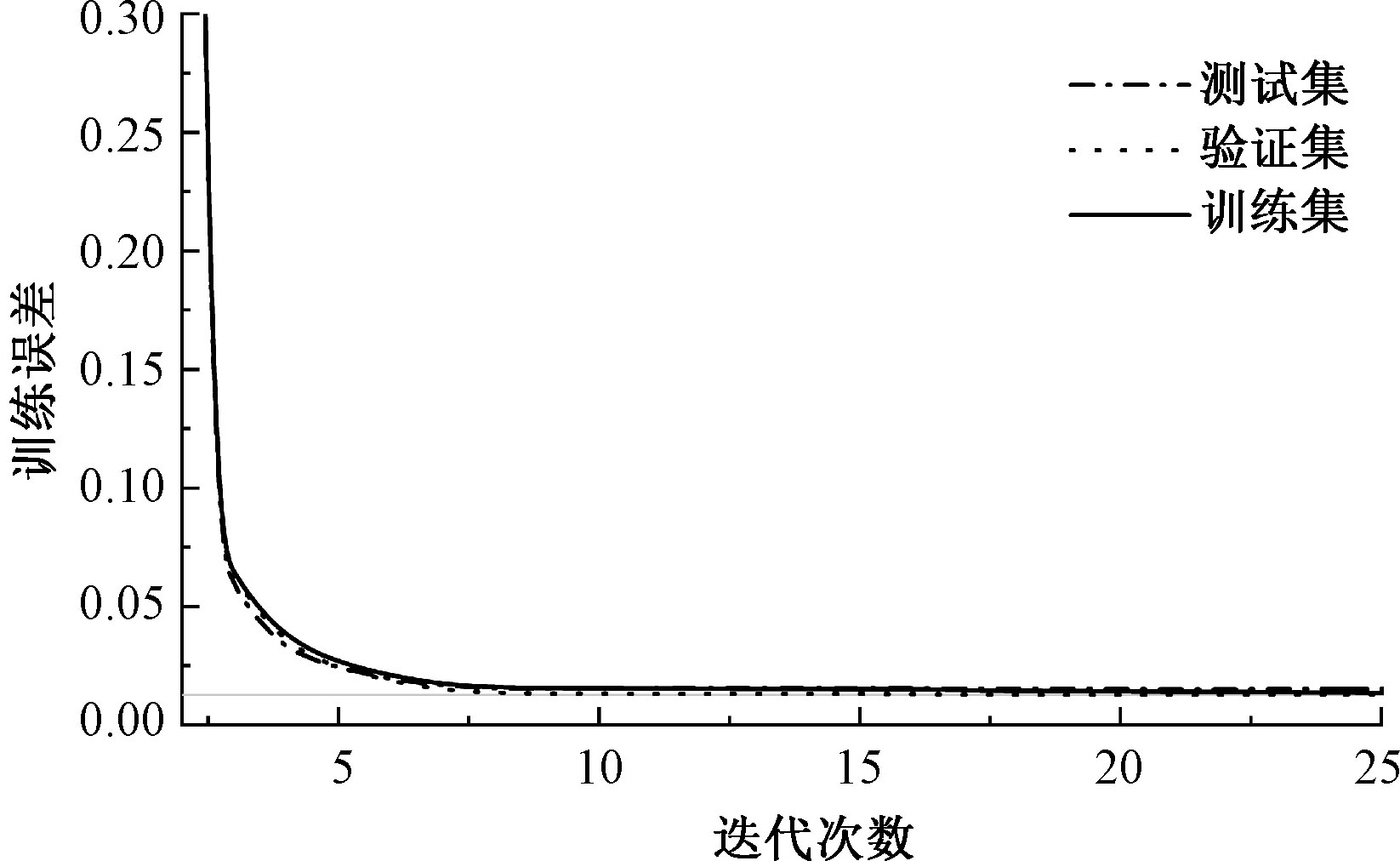
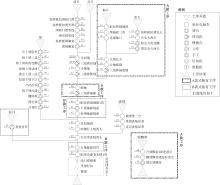
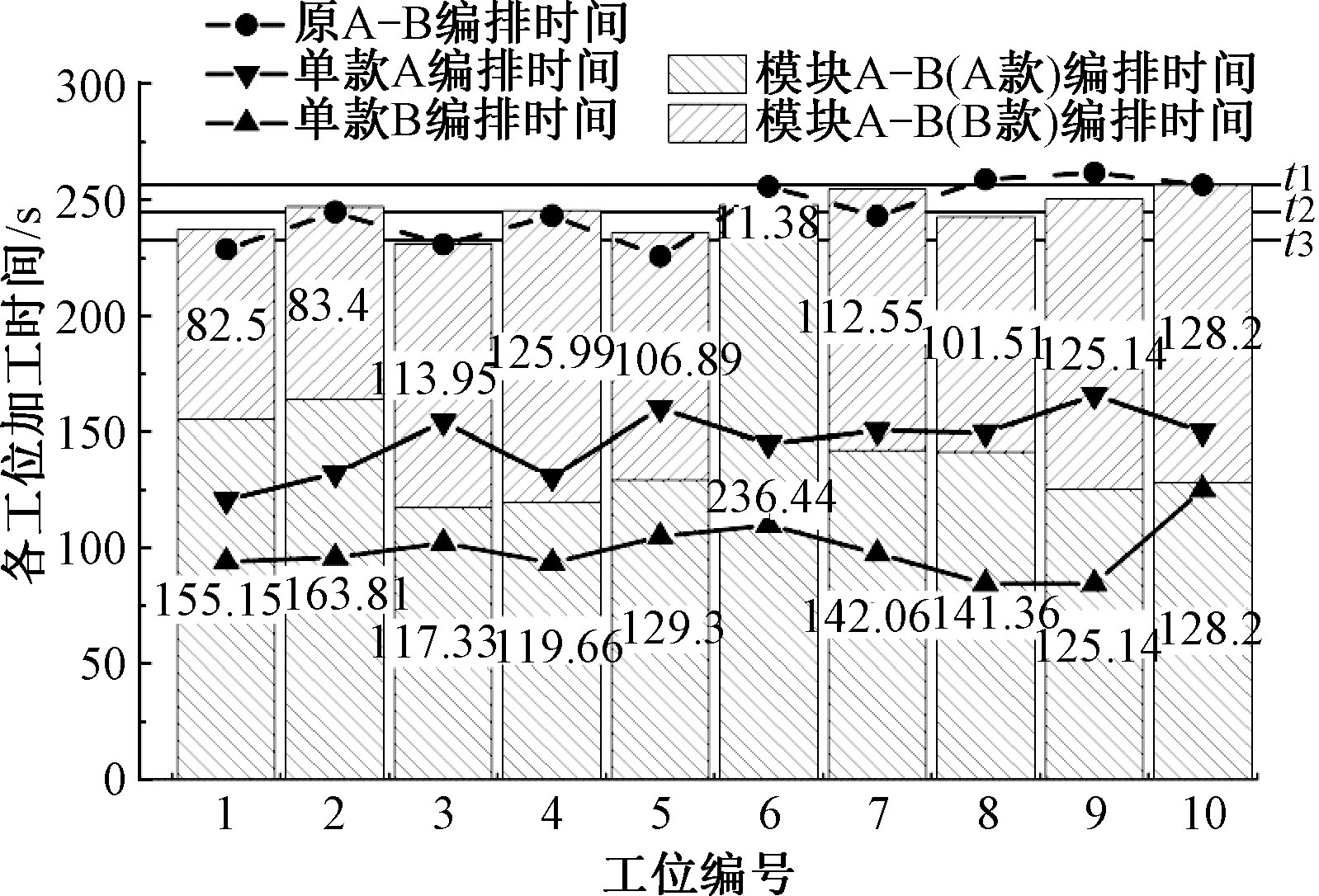
摘要: 针对模块化智能特性下多品种小批量服装生产系统的快速重构需求,提出一种基于反向传播(BP)神经网络进行模块族工时预测,并用于混合模式部件模块生产编排优化的方法。以企业近几年生产的550款典型衬衫款式为例,基于11类衬衣模块族,通过对标准工时影响因素权重分析,构建BP神经网络预测模型。最终对标准工时模型预测效果进行验证,并基于模块族针对2款衬衣实现混合生产线的工序分配。结果表明:各模块族平均绝对误差均在9 s内,且其中8个模块族的误差值未超过5 s;混款生产模式相较于单款式生产编制的效率均在90%以上,采用模块优化的编制效率可达95.55%,且平滑指数降低了50.09%,说明工时预测及模块化工序分配应用效果较好。本文研究结果可一定程度上满足企业混款组合加工的应用要求,为快速报价、制定生产计划提供参考。
中图分类号:
| [1] | LONGO F, PADOVANO A, CIMMINO B, et al. Towards a mass customization in the fashion industry: an evolutionary decision aid model for apparel product platform design and optimization[J]. Computers & Industrial Engineering, 2021. DOI:10.1016/j.cie.2021.107742. |
| [2] | DOLL W J, VONDEREMBSE M A. The evolution of manufacturing systems: towards the post-industrial enterprise[J]. Omega, 1991, 19(5): 401-411. |
| [3] | 郑路, 颜伟雄, 胡觉亮, 等. 基于模块化的服装混合流水线平衡优化[J]. 纺织学报, 2022, 43(4): 140-146. |
| ZHENG Lu, YAN Weixiong, HU Jueliang, et al. Balanced optimization of garment hybrid assembly line based on modularization[J]. Journal of Textile Research, 2022, 43(4):140-146. | |
| [4] | 黄珍珍, 莫碧贤, 温李红. 基于遗传算法及仿真技术的服装生产流水线平衡[J]. 纺织学报, 2020, 41(7): 154-159. |
| HUANG Zhenzhen, MOK Pikyin, WEN Lihong. Garment production line balance based on genetic algorithm and simulation[J]. Journal of Textile Research, 2020, 41(7): 154-159. | |
| [5] | 钱存华, 黄宇博. 基于遗传算法的服装生产混合流水线平衡设计[J]. 毛纺科技, 2021, 49(5): 75-79. |
| QIAN Cunhua, HUANG Yubo. Balanced design of mixed-model production line of garment production based on genetic algorithm[J]. Wool Textile Journal, 2021, 49(5):75-79. | |
| [6] | KUMARI A. Statistical analysis of standard allowed minute on sewing efficiency in apparel industry[J]. Autex Research Journal, 2020, 20(4): 359-365. |
| [7] | JALIL M A, HOSSAIN T, ISLAM M, et al. To estimate the standard minute value of a polo-shirt by work study[J]. Global Journal of Research in Engineering, 2015, 15(2): 25-30. |
| [8] | NCHALALA A, ALEXANDER T, TAIFA I W. Establishing standard allowed minutes and sewing efficiency for the garment industry in Tanzania[J]. Research Journal of Textile and Apparel, 2023, 27(2): 246-263. |
| [9] | KIM E T, KIM S. Development of smart insole for cycle time measurement in sewing process[J]. Fashion and Textiles, 2021, 8: 1-11. |
| [10] | KHATUN M M. Effect of time and motion study on productivity in garment sector[J]. International Journal of Scientific & Engineering Research, 2014, 5(5): 825-833. |
| [11] | ZHANG Y, XUN P, DU J, et al. Sewing time optimization based on predetermined time system method[C]//13th Textile Bioengineering and Informatics Symposium Proceedings (TBIS 2020). New York: Textile Bioengineering & Informatics Society, 2020: 239-245. |
| [12] | KIRIN S, SAJATOVIC A H. Determination of working methods and normal times of technological sewing operation using MTM system[J]. Tekstilec, 2020, 63(3): 203-215. |
| [13] | 赵小燕, 宋栓军. 一种基于案例推理的集成式工时估算方法[J]. 机械制造, 2016, 54(12): 1-5. |
| ZHAO Xiaoyan, SONG Shuanjun. An integrated time estimation method based on case-based reasoning[J]. Machinery, 2016, 54(12):1-5. | |
| [14] | XU Y N, THOMASSEY S, ZENG X Y. Garment mass customization methods for the cutting-related processes[J]. Textile Research Journal, 2021, 91(7/8): 802-819. |
| [15] | 颜伟雄, 胡觉亮, 韩曙光. 资源约束的模块化服装生产工序编排优化模型与算法[J]. 计算机集成制造系统, 2024, 30(6): 2148-2158. |
| YAN Weixiong, HU Jueliang, HAN Shuguang. Optimization model andalgorithm of modular garment production process scheduling with resource constraints[J]. Computer Integrated Manufacturing Systems, 2024, 30(6): 2148-2158. | |
| [16] | 邵一兵. 服装制造系统的生产调度建模和优化研究[D]. 杭州: 浙江理工大学,2022: 39-144. |
| SHAO Yibing. Research on modeling and optimization for production scheduling of garment manufacturing system[D]. Hangzhou: Zhejiang Sci-Tech University, 2022: 39-144. | |
| [17] | 胡飞. 一种面向服装大规模定制的柔性生产线设计[D]. 郑州: 中原工学院, 2022: 23-45. |
| HU Fei. A flexible production line design for garment mass customization[D]. Zhengzhou: Zhongyuan University of Technology, 2022: 23-45. | |
| [18] | GIANNAKIDOU C, DIAKOULAKI D, MEMOS C D. Vulnerability to coastal flooding of industrial urban areas in Greece[J]. Environmental Processes: An International Journal, 2020, 7: 749-766. |
| [19] | 严凯, 姚凯学, 杨玥倩, 等. 基于PCA-GA-BP神经网络的茶园环境预测研究[J]. 数学的实践与认识, 2019, 49(9): 180-187. |
| YAN Kai, YAO Kaixue, YANG Yueqian, et al. Prediction of tea garden environment based on PCA-GA-BP neural network[J]. Journal of Mathematics in Practice and Theory, 2019, 49(9):180-187. | |
| [20] | 苏高利, 邓芳萍. 论基于MatLab语言的BP神经网络的改进算法[J]. 科技通报, 2003(2): 130-135. |
| SU Gaoli, DENG Fangping. On the improving backpropagation on algorithms of the neural networks based on MatLab language: a review[J]. Bullein of Science and Technology, 2003(2): 130-135. | |
| [21] | YANG A M, ZHUANSUN Y X, LIU C, et al. Design of intrusion detection system for internet of things based on improved BP neural network[J]. IEEE Access, 2019, 7: 106043-106052. |
| [1] | 齐育宝, 汝欣, 李建强, 周悦欣, 彭来湖. 基于随机共振-反向传播算法的压电选针器渐变失效检测[J]. 纺织学报, 2024, 45(03): 202-208. |
| [2] | 肖伯祥, 刘正东, 郭昱成, 王渊霞. 基于三维人体扫描模型的衬衣版型生成方法[J]. 纺织学报, 2022, 43(12): 151-159. |
| [3] | 庹武, 王哓玉, 高雅昆, 于媛媛, 郝潇潇, 刘永亮, 郭鑫. 基于改进边缘检测算法的服装款式识别[J]. 纺织学报, 2021, 42(10): 157-162. |
| [4] | 许雪梅. 基于模拟退火算法改进遗传算法的织物智能配色[J]. 纺织学报, 2021, 42(07): 123-128. |
| [5] | 张苏宁, 王泽, 马大力. 基于改进蚁群算法的Flexsim衬衣流水线仿真优化[J]. 纺织学报, 2021, 42(03): 155-160. |
| [6] | 张晓侠, 刘凤坤, 买巍, 马崇启. 基于BP神经网络及其改进算法的织机效率预测[J]. 纺织学报, 2020, 41(08): 121-127. |
| [7] | 金守峰, 林强强, 马秋瑞, 张浩. 基于BP神经网络的织物表面绒毛质量的检测方法[J]. 纺织学报, 2020, 41(02): 69-76. |
| [8] | 王晓晖, 刘月刚, 孟婥, 孙以泽. 基于遗传算法和神经网络的3D增材印花工艺参数优化[J]. 纺织学报, 2019, 40(11): 168-174. |
| [9] | 周捷, 马秋瑞. 基于BP神经网络的运动文胸肩带属性与乳房振幅的函数关系[J]. 纺织学报, 2019, 40(09): 186-191. |
| [10] | 周捷, 马秋瑞. BP神经网络在塑身内衣压力预测中的应用[J]. 纺织学报, 2019, 40(04): 111-116. |
| [11] | 查刘根, 谢春萍. 应用四层BP神经网络的棉纱成纱质量预测[J]. 纺织学报, 2019, 40(01): 52-56. |
| [12] | 杜劲松 郑梦林 戴玉芳 李依璇. 服装模板工序的动作编码[J]. 纺织学报, 2018, 39(09): 109-114. |
| [13] | 巫莹柱 单颖法 黄伯熹 林广茂 梁家豪 张晓利. 聚对苯二甲酸丙二醇酯与聚对苯二甲酸丁二醇酯混纺纤维的智能识别[J]. 纺织学报, 2018, 39(09): 169-175. |
| [14] | 刘巧丽 王俊. 库存服装再设计系统研究[J]. 纺织学报, 2018, 39(06): 125-130. |
| [15] | 张宁 潘如如 高卫东. 采用图像处理的织物缝纫平整度自动评估[J]. 纺织学报, 2017, 38(04): 145-150. |
| Viewed | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
Full text 28
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Abstract 69
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
Cited |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
| Shared | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Discussed | ||||||||||||||||||||||||||||||||||||||||||||||||||
|
||
 京公网安备11010502044800号
京公网安备11010502044800号